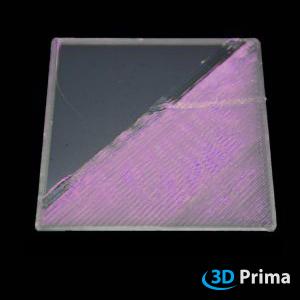
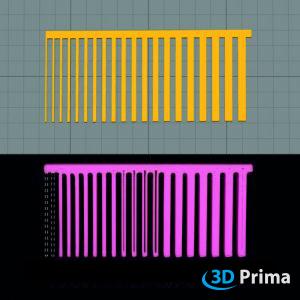
 1. Overhæng 1. Overhæng
Det er ikke let at få perfekte resultater med perfekte overhæng. Resultatet afhænger af, hvilket materiale du anvender, hvilken printer du bruger, printerindstillingerne, samt hvilke typer af vinkler, printeren kan printe. Normalt er det muligt at printe omkring 45 graders vinkler uden problemer. I FDM / FFF 3D print skal hvert enkelt lag bygges ovenpå de andre lag. Det er selvfølgelig ikke muligt at printe i luften, og derfor er det nødvendigt at overveje nogle ting, inden du starter med at printe: Hvor er den perfekte placering på pladen? Kan du tilføje en støttestruktur? Kan du opdele modellen i flere småbidder? Dette er blot nogle af de tricks, du kan anvende for at optimere dit 3D print. Du kan også bruge en testmodel til at øve på og finde frem til din printers optimale indstillinger. Download den her: http://www.thingiverse.com/thing:533472/#files Tilføj en støttestruktur En let måde at få bedre resultater er ved at anvende støttende strukturer.
Vi kan ikke anbefale, hvilke printerindstillinger som er bedst, fordi de ændrer sig, når du ændrer højden på laget eller skifter materiale. Vi anbefaler at starte med standardindstillingerne i dit Slicer program. Hvis du har brug for at ændre dem, så gentag og prøv dig frem. Husk på, at støttestruktur forlænger printertiden, og sommetider er det bedre at optimere modellens placering end at anvende en støttestruktur. Reducer højden på laget For at undgå mislykkede overhæng og vinkler, eller for at undgå at anvende støttestrukturer, kan det være en mulighed at reducere højden på laget i din Slicer software. Køleblæser For at kunne printe større vinkler på overhæng, skal materialet køles ned hurtigst muligt efter at det er blevet printet. Hvis din printer er udrustet med en køleblæser (hvilket de fleste er), bør du aktivere den. Det kan også forekomme, at du er nødt til at skrue op for blæserens kølefunktion, da det på visse filamenter, for eksempel PETG, ofte er indstillet på ret lav køleeffekt i softwaren. Kontroller om blæseren er rettet mod print-objektet og ingen andre steder. Visse typer af materiale har meget lav viskositet, og i så fald er det vigtigt, at du anvender blæseren og øger printhastigheden. Juster printhastigheden Ofte er det kombinationen af printhastighed og varme, som afgør, hvorvidt et print med stort overhæng lykkes eller ej. Desværre er der ikke nogle universelle løsninger, fordi der er så mange parametre, som spiller ind. Vi anbefaler, at du downloader en lille testmodel og afprøver indstillingerne på den. Download her: http://www.thingiverse.com/thing:533472/#files
Et generelt tip er at øge udskriftshastigheden en del, når du arbejder med overhæng. Juster dysens temperatur Kombinationen mellem printhastighed og dysens temperaturindstillinger spiller også ofte ind på, hvordan resultaterne bliver. Forskellige materialer, forskellige printere og forskellige køleblæsere giver forskellige resultater, og det er derfor svært at give et generelt svar på, hvordan du printer det bedste overhæng. Du kan teste at justere temperaturen på dysen og testprinte indtil du finder de bedste indstillinger til dit projekt. Tilbage til toppen |
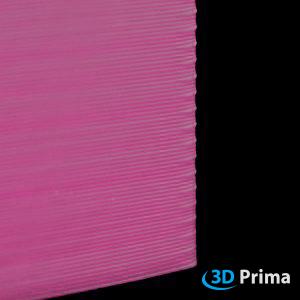
 2. Ujævnheder i overfladen 2. Ujævnheder i overfladen
Din 3D printer udfører mange små ændringer i både ekstruderingen, bevægelse, varme og meget andet under printerprocessen. Disse ændringer sker kontinuerligt under hele udskrivningen. Hvis retraction ikke er indstillet korrekt, kan det medføre ujævnheder i overfladen på dit print. Juster retraction Retraction er den proces, hvor 3D printeren trækker en del af filamentet tilbage under udskriftsprocessen. Når printhovedet flytter sig til et nyt sted, har filament en tendens til at fortsætte med at flyde ud, hvilket skaber strenge, også kaldet stringing. Ved at justere printerens retraction-indstillinger kan dette undgås.
Første skridt: Sørg for at retraction er aktiveret i din software.
Andet skridt: Optimer indstillingerne for afstand og hastighed. Retraction – afstand Afstanden definerer, hvor meget filament som skal ”trækkes tilbage” fra dysen. Det kommer helt an på din printer, hvilken afstand som er bedst. Test det ved at printe to små terninger med 40 mm afstand imellem sig og øg afstanden med 0,5 mm hver gang for at se effekten. For de fleste printere bør retraction afstanden være mellem 1 og 5 mm. Retraction – hastighed Indstillingen for retraction-hastigheden er også meget vigtig, fordi hastigheden påvirker dit print ret meget. Hvis hastigheden er for høj, trækkes filamentet for hurtigt tilbage og kan rive sig løs fra den printede del. På den anden side kan filamentet fortsætte med at flyde ud fra dysen, hvis det går for langsomt for printerhovedet at nå frem til den plads, hvor det skal printe. For de fleste printere bør hastigheden ligge på 20-100 mm/sekund eller 1200-6000 mm/minut - forskellig software kræver forskellige værdier Rengør dysen Sørg altid for, at dysen er ren, og at der ikke sidder filamentrester fast i dysen. Dette kan forårsage defekter på dine prints. Det er altid godt at afslutte med at tørre dysen af med en vådserviet, når den er kølet lidt ned. Vælg startpunkt Et normalt problem er små ”knopper” af filament i starten af printet eller lige der, hvor printeren skifter lag. Det er desværre svært at blive helt af med dette problem, men en måde til at gøre det mindre markant er at vælge et andet startpunkt. En printer er ”dum” og forstår ikke, hvad der er for- og bagside på printet – den vælger bare det bedste udgangspunkt, hvilket desværre kan blive forsiden. Ved at vælge startpunkt kan du få printeren til at starte samt lave ændringer på bagsiden, så det ikke synes lige så tydeligt på det færdige 3D print Tilbage til toppen |
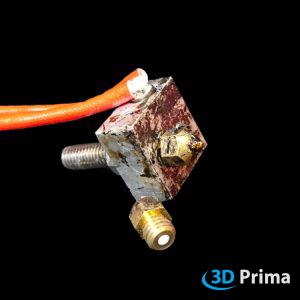 3. Tilstoppet dyse 3. Tilstoppet dyse
Under en dyses levetid kan man let have anvendt flere kilo plastik, og det er ganske sandsynligt, at dysen tilstoppes under print-processen. Ofte er der noget, der gør, at materialet ikke kan flyde frit og derfor ikke kan komme ud af dysen det rigtige sted. Dette kan være frygteligt irriterende, men det er ofte ganske let at finde ud af, hvorfor problemet opstår. ”Cold pull” Dette trick fungerer bedst med glatte og lidt blødere materialer, som eksempelvis nylon. Opvarm printeren til printtemperatur. Tag et stykke nylon og pres det ned gennem dysen. Hvis det er let at trykke ind, kan du trykke det hele vejen igennem indtil det, som er blokeret, kommer ud gennem dysen. Hvis det ikke fungerer, kan du lade printeren køle ned til 110°C eller 120°C og derefter hive nylontråden ud med et hurtigt ryk. Det blokerede skal gerne følge med ud som en lille prop. Hvis der stadig er noget, der blokerer, kan du varme dysen op igen og gentage processen. Det plejer at være nok med 1 eller 2 gange for at løse problemet. Nålemetoden Til denne metode skal du bruge en rigtig tynd nål – den skal kunne passe ind i dysens åbning. I vores shop finder du et rengøringssæt, som indeholder alt det du har brug for.
Vi anbefaler, at du ikke bruger et bor, da de knækker meget lettere end en nål, og det kan gøre situationen værre. Varm dysen op til normal temperatur til det filament, som anvendes, og begynd at prikke med nålen. Pas på at du ikke brænder dig. Formålet er at forsøge at lave hul i det filament, som ligger og blokerer. Hvis du er heldig, vil proppen pludselig slippe og filamentet begynder at flyde igen. Det er muligt, at du er nødt til at gøre det nogle gange, inden det slipper. Du kan tage en smule filament og presse på oppefra, samtidigt som du prikker med nålen nedefra.
Generelt plejer vi at tipse om at altid have en reserve dyse hjemme, så du hurtigt kan bytte den ud, i stedet for at ligge en masse tid på at gøre rent. Se vores store udvalg af dyser/nozzles Tilbage til toppen |
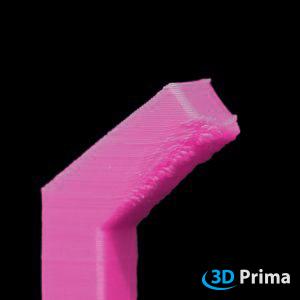
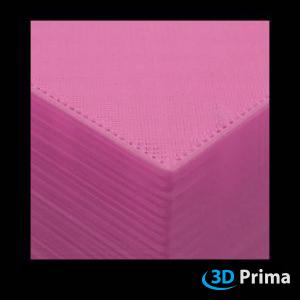
 4. Ujævne hjørner og kanter 4. Ujævne hjørner og kanter
Små områder på dit print kan have samme problem som ved overhæng. Man ser tydeligt, at plasten kan hænge udenfor selve modellen. Oftest er det fordi det udsatte stykke ikke er blevet nedkølet nok og / eller at printtemperaturen er for høj. Korriger printtemperaturen Indstil temperaturen 5-10°C lavere og giv plasten en chance for at køle af inden næste lag printes. Indstil køleblæseren Kontroller at køleblæseren er korrekt indstillet, og hvis ikke, så øg hastigheden på blæseren, så plasten når at køles ordentligt ned. Tilbage til toppen |
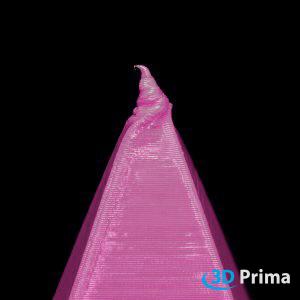 5. Deformationer 5. Deformationer
Deformationer i forskellige varianter sker næsten altid ude på en tynd spids eller på meget smalle prints. Hovedårsagen til dette er, at temperaturen er for høj i forhold til, hvilket filament du anvender. De udskrevne dele ser ofte overekstruderede ud – sommetider ser det næsten ud som om modellen er smeltet/blevet blød. En god balance mellem temperatur, hastighed og nedkøling er nøglen til et vellykket print. Juster temperaturen Hvis dit print ser ud som smeltet chokolade eller et lag har ”bøjet” sig over forrige lag er det er tydeligt tegn på, at du anvender for høj varme. Forsøg at sænke din printtemperatur. Køleblæseren Det kan også være, at temperaturen, som du printer med på det aktuelle materiale, er for høj. Sænk temperaturen og kontroller, at blæseren er korrekt indstillet. Juster hastigheden Hvis du printer på meget lav hastighed kan plasten, som ligger inde i dysen, begynde at koge og blive dårligt. Trykket øges, og du kan risikere, at der kommer for meget filament ud på én gang. Prøv at sænke hastigheden og temperaturen. Tilbage til toppen |
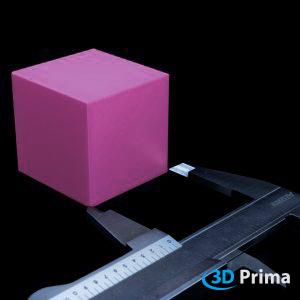 6. Dimensioner 6. Dimensioner
Det er ekstremt vigtigt at være præcis med dimensionerne, hvis du planlægger at printe dele, som skal sættes sammen. Plastik krymper i forskellig udstrækning, så det skal også tages med i beregningen. For at takle dette kan man regulere ekstruderingsmængden og -bredden, og dermed opnå et perfekt resultat. Juster højden på dit første lag For at opnå et godt printobjekt, er det vigtigt, at det første lag bliver helt korrekt fra starten. Juster lidt af gangen for at opnå korrekt højde på laget. Hvis første lag bliver forkert, vil det følge med hele printet og resterende lag vil derfor også blive forkerte. Extruderingsmultiplikator Det er meget vigtigt, at den korrekte mængde filament presses ud af dysen. Start med 1 eller 100% (dette vises forskelligt alt efter typen af software) og juster derefter 5% op eller ned ad gangen. Hvilket materiale du anvender, samt størrelsen på dysen, har stor betydning for resultatet. PLA ligger normalt på 100% mens PETG ofte kan gå helt op til 110% for at det skal blive godt. Ekstruderingsbredde Den korrekte indstilling af ekstruderingsbredden er næsten altid den samme, som diameteren på det mundstykke, du anvender. Korrekt skala For at minimere/kompensere for at plastik krymper under printning, kan det være, at du er nødt til at lave målene lidt større på din tegning. Lav et testprint og kontroller om målene passer, når filamentet har kølet ned – juster, hvis det er nødvendigt. Se vores store udvalg af 3D printere og find en, der passer til dit behov! Tilbage til toppen |
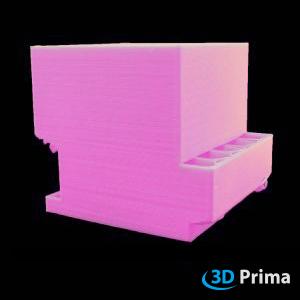
 7. Elephant foot 7. Elephant foot
Ind imellem sker det, at det første lag stikker ud fra resten af modellen. Dette kaldes ofte for elephant foot. Juster første lag Du kan anvende printerens software til at justere højden og mængden af filament på det første lag. Øg eller mindsk med 5% af gangen. Du bør dog være opmærksom, eftersom denne indstilling også kan påvirke, hvor godt materialet sidder fast på printerens plade. Hvis laget er for lavt, bliver filamentet presset mod pladen, hvilket kan medføre elephant foot. Anvend korrekte indstillinger af printpladen For at justere din printplade, så den ligger perfekt, skal du først følge producentens anvisninger. Nogle printere er udrustede med automatisk indstilling af printpladen, hvilket gør nogle ting en del lettere. På printere, som ikke er udrustet med denne funktion, må man gøre det manuelt. Hvis du har en stiv printplade kan du anvende et almindeligt papir. Papir på 90 gram eller 0,1 mm i tykkelse plejer at passe bedst. Har du en mere fjedrende printplade, kan du i stedet anvende et tykkere papir, omkring 300 gram, eller for eksempel et visitkort. Når pladen er indstillet korrekt skal man kunne føre et stykke papir ind imellem pladen og dysen og føle lidt modstand. Tilbage til toppen |
 8. Ujævnt filament 8. Ujævnt filament
Hvis filamentet bliver ujævnt kan det være fordi det ikke kan komme fremad. Det lille hjul, som driver materialet fremad, vil fortsætte med at køre uanset om filamentet kommer frem eller ej. Derfor kan tænderne på hjulet deformere filamentet og til sidst bliver der en fordybning i filamentet, som gør, at motoren bare står og arbejder, men ikke har noget at drive frem. Fremdrift som hakker Alle FDM-printere anvender et drivhjul for at få filamentet frem i dysen. Dette hjul har små tænder, som griber fat i filamentet fra den ene side (nogle gange begge sider). Hvis filamentet ikke drives frem, vil disse tænder stille og roligt gnave sig ind i filamentet, så der til sidst ikke er mere filament at tage af. Juster printtemperaturen Hvis du oplever, at der ikke kommer nok filament ud, eller hvis der slet ikke kommer noget, kan du prøve at skrue op for temperaturen på printeren. Skru den op med 5-10°C af gangen og se, om det hjælper. Juster printhastighedent Hvis du printer i for høj hastighed kan filamentet begynde at hakke. Hvis du sænker hastigheden skal motoren ikke arbejde lige så hurtigt for at drive filamentet frem, fordi materialet tager længere tid om at blive varmt.
Hvis du printer i 3600 mm/minut eller 60 mm/sekund kan du teste at halvere dette till 1800 mm/minut eller 30 mm/sekund. Hvis dette ikke hjælper, er det højst sandsynligt noget andet, som er galt. Retraction – hastighed og afstand Den hastighed, som du indstiller retraction til, er også meget vigtig, fordi hastigheden påvirker dit print ekstremt meget. Hvis hastigheden er for høj, bliver filamentet trukket for hurtigt tilbage og kan rive sig løs fra printpladen. Går det derimod for langsomt, kan dysen begynde at lække plastik, inden printerhovedet har nået at komme frem til den plads, hvor det skal printe.
For de fleste printere skal hastigheden ligge på 20-199 mm/sekund eller 1200-6000 mm/minut (forskellige software viser forskellige værdier). Afstanden definerer, hvor meget filament, der skal ”trækkes tilbage” fra dysen. Det kommer helt an på din printer, hvilken afstand, der er bedst. Prøv at simultant-printe to små terninger med 40 mm mellemrum på printpladen. Du kan deraf se, hvor meget filament som ”lækker”, når printeren skifter fra terning til terning. Øg afstanden (retraction) i softwaren med 0,5 mm ad gangen og se, hvordan det påvirker printet. For det fleste printere plejer en afstand på 1-5 mm at fungere godt. Kontroller dysen Under dysens levetid kan du let have anvendt flere kilo plastik. Til sidst er det meget sandsynligt, at dysen vil blive tilstoppet, oftest fordi noget afholder materialet fra at kunne flyde frit og kommer ud af dysen, sådan som det er tiltænkt. Dette kan være meget irriterende, men det er oftest lettere at ordne, end man tror. ”Cold pull” Dette trick fungerer bedst med glatte og lidt blødere materialer, for eksempel nylon. Opvarm din printer til printtemperatur. Tag et stykke nylon og pres det ned gennem dysen. Hvis alt går vel kan du presse det hele vejen igennem indtil det, som blokerer, kommer ud gennem dysen. Hvis dette ikke fungerer, kan du presse et stykke nylon ned i dysen og lade det sidde mens printeren køles ned til 110° eller 120°C. Nu tager du fat i nylontråden og trækker den ud med et hurtigt ryk. Det, som blokerede, bør nu følge med ud som en lille prop. Hvis der stadig er noget, der blokerer, kan du igen varme dysen op og gentage processen. Det plejer at være nok med 1 eller 2 gange for at løse problemet. Nålemetoden Til denne metode skal du bruge en rigtig tynd nål, som passer ned i dysen. I vores shop kan du finde et rengøringssæt, som indeholder det, du har brug for til dette trick. Vi anbefaler, at du ikke anvender et bor, fordi de knækker lettere end en nål, hvilket kan forværre situationen.
Opvarm dysen til normal temperatur (som passer til det filament, som sidder i) og start med at stikke nålen ind nedefra. Pas på, så du ikke brænder dig. Formålet er at forsøge at lave hul i det filament, som blokerer. Hvis du er heldig slipper proppen pludseligt og filamentet begynder at flyde igen. Det er muligvis nødvendigt at gøre det nogle gange, inden det slipper. Du kan tage en smule filament og presse oppefra, samtidigt som du prikker med nålen nedefra. Vi anbefaler generelt at altid have en reserve af dyser, så du hurtigt kan bytte, i stedet for at ligge masser af tid på rengøring. Tilbage til toppen |
 9. Første lag klæber ikke 9. Første lag klæber ikke
Et af de mest almindelige problemer med 3D print er, at printet ikke klæber ordentligt eller løsner sig fra printpladen. Det første lag er det vigtigste, for det er til dette at alle kommende lag skal klæbe fast. Der findes en del forskellige metoder for at få printet til at sidde ordentligt fast. Anvend en overfladeklæber eller opvarm printpladen Der er mange forskellige typer af overfladeklæber på markedet: PrimaFIZ, Magigoo, limstift, hårspray osv. Dette er produkter, som du stryger på printpladen. Der findes også visse former for materiale, som du klæber på din printplade: PEI, Black Sheet, BuildTak osv. Nogle anvender også almindelig blå tape. Det er vigtigt at du tjekker, hvilken temperatur der passer bedst til netop det produkt, som du anvender. Hvis du anvender et klæbemiddel som eksempelvis PrimaFix fungerer det bedst, hvis du opvarmer printpladen, eftersom materialet aktiveres ved 40°C. Du skal derefter holde fast i modellen og derefter tager den løs, når pladen køler ned igen Til PrimaFix plejer følgende indstillinger at fungere bedst (disse værdier er vejledende og kan variere alt efter fabrikat på filamentet): - PLA: første lag 210°C med printpladen opvarmet til 60°C.
- ABS: første lag 235-245°C med 5 mm ”brim” og pladen opvarmet til 100-105°C.
- PET-G: første lag 225°C og 70-80°C på printpladen.
Juster det første lag Du kan anvende din software til at justere mængden af filament og højden på det første lag. Øg eller formindsk med 5% af gangen. Du bør dog være opmærksom, da denne indstilling også kan påvirke, hvor godt materialet klæber på printpladen. Hvis højden på laget er for lav bliver filamentet presset mod pladen, hvilket medfører ”elephant foot”. Juster printpladen For at justere printpladen, så den bliver perfekt skal du først følge producentens instruktioner. Visse printere er udrustet med automatisk indstilling af printpladen. På printere, som ikke er udrustet med denne funktion, skal du indstille pladen manuelt. Hvis du har en stiv printplade kan du anvende et almindeligt papir, som vejer omkring 90 gram. Hvis du har en mere fjedrende printplade, kan du i stedet anvende et tykkere papir, omkring 300 gram, eller et visitkort. Når pladen er korrekt indstillet skal du kunne indføre et stykke papir mellem plade og dyse og føle lidt modstand. Anvend ”brim” ”Brim” er en støtte/hjælpestruktur, som sidder fast i dit print og øger størrelsen på overfladen med det formål at stabilisere printet og skabe en større kontaktflade til printpladen. Dette kan hjælpe printet med at sidde bedre fast. ”Brim” er normalt 10-15 linjer bredt rundt om printet og er ofte ikke mere end 1 eller 2 lag højt. Tilbage til toppen |
 10. Mellemrum mellem yderste og inderste print 10. Mellemrum mellem yderste og inderste print
Alle print består af flere forskellige lag, som hver især består af ydre dele (outlines) og indre dele (infill). Hvis du opdager et mellemrum mellem disse to dele, kan du kigge på følgende to ting: Juster printhastigheden Hvis du printer i for høj hastighed kan du få skift i lagene eller dårlig printkvalitet. Hvis du sænker hastigheden, skal motoren ikke arbejde lige så hurtigt for at drive filamentet frem, fordi materialet tager længere tid om at varmes op. Hvis du printer i 3600 mm/min eller 60 mm/sekund kan du teste at halvere hastigheden – det skulle gerne afhjælpe problemet. Ydre og indre lag overlapper For at forhindre at dette sker, kan du mindske højden på laget eller forsøge at anvende støttemateriale under printprocessen. Tilbage til toppen |
 11. Mellemrum i tynde vægge 11. Mellemrum i tynde vægge
Hvis du printer et objekt med en dyse, som kun er en anelse mindre end den tyndeste del af objektet, kan din software efterlade et lille mellemrum. Hvis du eksempelvis printer en væg, som er 1,5 mm tyk med en ekstruderingsbredde på 0,6 mm, er du nødt til at ændre indstillinger i softwaren. Juster ”thin wall behaviour” Mellemrum kan også opstå, når softwaren ikke kan beregne ekstruderingsbredden sammen med dysen. Softwaren vil derfor skabe et mellemrum. Dette kan ændres i softwaren gennem at justere ”thin wall behaviour” eller ekstruderingsbredde (extrusion width). Hvis din software/printer ikke har muligheden ”thin wall behaviour” kan du forsøge at justere det ved at mindske eller forstørre ekstruderingsbredden. Tilbage til toppen |
 12. Ghosting 12. Ghosting
Ghosting er, når den indre del af printet trænger igennem den ydre del af printet. Dette sker, når din ydre væg er for tynd i forhold til størrelsen på din dyse. Øg ydre parametre Ghosting opstår, når dine vægge er for tynde og den indre del af printet går igennem den ydre væg. Den letteste løsning på problemet er at øge tykkelsen på væggen. Anvend det rette materiale Det er vigtigt at anvende det rette materiale til printeren for at den skal printe i bedst mulig kvalitet. Se vores udvalg af 3D printer materiale og find det rette til din printer. Tilbage til toppen |
 13. Inkonsekvent ekstrudering 13. Inkonsekvent ekstrudering
Gode resultater med en 3D printer hænger ofte sammen med en jævn strøm af filament, som når fem til dysen. Den letteste måde at opdage dårlig ekstrudering er at holde øje med printet og ligge mærke til, om der kommer nok filament med ud. Der kan være mange årsager til dårlig ekstrudering, blandt andet tilstoppet dyse, meget lav laghøjde, forkerte indstillinger på ekstruderingsbredden, dårlig filamentkvalitet eller at filamentet sætter sig fast længere oppe i ekstruderingsprocessen. Juster højden på laget Hvis din printer ikke kan printe lag, som er tynde nok, kan dette let være årsagen til problemet. Som hovedregel kan man forestille sig, at højden på laget skal være cirka 75% af diameteren på den dyse, du anvender. Juster ekstruderingsbredden En af årsagerne til inkonsekvent ekstrudering kan være bredden på ekstruderingen. Du kan prøve at justere denne indstilling på printeren. Hovedreglen er, at ekstruderingsbredden bør være mellem 100-150% af diameteren på dysen. ”Cold pull” Dette trick virker bedst med blødere og lidt glatte materialer, for eksempel nylon. Opvarm din printer til printtemperatur og pres et stykke nylon ned gennem dysen. Hvis det er nemt, kan du trykke det hele vejen igennem, til det blokerede stykker kommer med ud. Hvis det ikke fungerer kan du presse nylon ind i dysen og derefter lade printeren køle ned til 110°C eller 120°C, hvorefter du tager fat i nylonstykket og river det ud – det blokerede stykke skal meget gerne følge med ud, da det vil klæbe sig til nylonstykket. Gentag proceduren, hvis der stadig er noget, der blokerer. Nålmetoden Til denne metode skal du bruge en utroligt tynd nål, som kan gå ind i dysen. I vores rengøringskit finder du lige det, du skal bruge. Det er vigtigt, at nålen ikke kan knække, da det kan gøre tilstopningen værre. Opvarm dysen til den temperatur, som virker til den type filament, du har anvendt, og stik nålen ind i dysen nedefra. Målet er, at nålen skal lave hul i filamentet, som ligger og blokerer – hvis du er heldig, vil proppen løsne sig med det samme, hvorefter filamentet flyder igen. Muligvis er det nødvendigt at gentage et par gange, inden det slipper. Forsøg eventuelt at presse med et stykke filament oppefra, mens du anvender nålen nedefra. Det kan være en god idé at have et par reservedyser hjemme, så du hurtigt kan bytte den ud, i stedet for at bruge tid på rengøring. Fremdrift som hakker Alle FDM-printere anvender et drivhjul til at drive filamentet frem i printeren. Dette hjul har små tænder, som griber fat i filamentet. Hvis filamentet ikke drives frem vil tænderne på drivhjulet grave en uddybning i filamentet, og til sidst er der ikke mere filament at tage af.
Man plejer at se dette ganske tydeligt, da der ofte ligger støv eller små stykker filament ved hjulet. Du ser det også ved at hjulet og motoren arbejder, men der kommer ikke noget filament fra dysen. Juster printtemperaturen Hvis du oplever, at der ikke kommer nok filament, eller måske slet ikke noget, kan du prøve at skrue op for temperaturen. Skru op med 5-10°C og se, om det hjælper. Juster printhastigheden Hvis du printer i for høj hastighed, kan filamentet begynde at hakke. Hvis du skruer ned for hastigheden, skal motoren ikke arbejde lige så hurtigt for at drive filamentet frem, fordi materialet tager længere tid om at blive varmet op. Prøv at halvere printhastigheden. Tilbage til toppen |
 14. Lagseparation - Lag deler sig eller bliver ujævne 14. Lagseparation - Lag deler sig eller bliver ujævne
Lagseparation er, hvis dit print har lag, som deler sig eller sprækker. Juster printtemperaturen Hvis dine lag sprækker kan det tyde på, at du printer ved for lav temperatur. Skru temperaturen op med 5-10°C og se, om det hjælper. Juster højden på laget Hvis dine lag deler på sig, bør du tjekke indstillingerne på laghøjden. Højden på laget kommer an på, hvilken størrelse din dyse er. De fleste printere anvender dyser mellem 0,3-0,5 mm. Som en generel formel for, hvilken højde på laget man skal anvende, regner man med 75% af dysens diameter. Hvis du for eksempel anvender en 0,4 mm dyse bør højden på laget være omkring 0,25 – 0,3 mm. Det kommer selvfølgelig an på, hvilket filament du anvender, så du er nødt til at eksperimentere lidt for at finde den perfekte løsning. Køleblæser Hvis laget på dit print skiller på sig, kan det være en god idé at slukke eller reducere køleblæserens hastighed. At slukke køleblæseren hjælper oftest bedst ved materialer som PC, ABS, ASA eller semifleksible filamenter. Til standardfilament som PLA, PET-G, Træ eller lignende skal blæseren være på, og du bør prøve med andre metoder for at løse problemet. Tør filamentet PA12/6/9 (nylon) er et hygroskopisk materiale. Det betyder, at det har meget let ved at absorbere fugt fra sine omgivelser, og det skal derfor tørres inden anvendelse. En hovedregel er, at 100 gram nylon bør tørres i ovn i 3-4 timer i 70-90°C for at være optimalt til print. ABS og PLA er ikke lige så hygroskopiske som nylon, og det bør derfor være nok at du opbevarer det i en lufttæt beholder efter du har brudt emballagen. Modificeret filament, som eksempelvis Prima SELECT PLA, indeholder et tilsætningsstof, og skal derfor ikke tørres. Tilbage til toppen |
 15. Lag skifter eller havner forkert 15. Lag skifter eller havner forkert
Hvis du opdager, at dine lag havner ”skævt” eller i en trappe, er der sket et skift i lagene. Størstedelen af printere har ikke noget feedbacksystem, som kan mærke, om hovedet befinder sig det rigtige sted. Hvis noget forstyrrer printet, for eksempel et strømstød eller vibrationer, kan printeren ikke mærke, om printerhovedet måske er havnet lidt forkert. Printeren vil derfor fortsætte med at printe ud fra ”forkert” position. Her er nogle ting, du bør kigge på, hvis det sker for dig. Juster hastigheden Hvis du printer i for høj hastighed, kan der ske lagskiftninger eller du kan få dårlig printkvalitet. Hvis du sænker hastigheden, skal motoren ikke arbejde lige så hurtigt for at presse filamentet frem, hvilket giver et mere stabilt print. Derudover kan for høje hastigheder få bælter og drivhjul til at hoppe ud af led, og printerhovedet vil så tabe sin position. Hvis du printer i 3600 mm/min eller 60 mm/sekund kan du teste at halvere hastigheden og se, om det hjælper. Juster drivremmen Mange printere anvender drivremme/gummiremme til at overføre drivmotorens kraft. Drivremmen taber sin kraft over tid. Hvis spændingen i remmen er for lav, kan de sommetider hoppe over et trin med det resultat, at printeren taber sin præcise position, hvorefter lagene ændrer sig. - Kontroller, at alle remmer er lige udspændte ved at mærke på dem med fingrene.
- Juster styrken på remmene. Hvordan man justerer remmene står i printerens brugsanvisning. Hvis du ikke er sikker på, hvor spændte remmene skal være, så kig i brugsanvisningen eller kontakt producenten.
- Hvis remmene på din printer er meget løse og gamle kan det sagtens være pengene værd at bytte dem til nye. Hvis du skal bytte, så tænk på at bytte alle på samme tid, så de slides lige meget.
Kontroller dine ledprofiler Sluk din printer og forsøg at flytte printerhovedet over hele X og Y aksen. Hvis det på nogle steder går langsommere, bør du rengøre og smøre. Kontroller brugsanvisningen om der er specielle instruktioner til dette.
Vær grundig med at anvende det rette smøremiddel til de rette dele. Kig gerne på vores hjemmeside, hvor vi har produkter til netop dette formål.
Hvis du smører profilerne og stadig mærker, at der er modstand, kan det være fordi profilerne er lidt skæve. Det kan være svært at se dette med det blotte øje, men hvis du mistænker, at de er skæve, er det bedst at afmontere dem, lægge dem på en flad overflade og se, om der er luft mellem profil og overflade. Kontroller din printplade Der findes mange forskellige typer printplader og mange forskellige måder at montere dem på. Generelt kan det være en god idé at kigge, om din printplade sidder ordentligt, og at den ikke bevæger sig under printningen. Stabiliser din 3D-printer Sørg for, at din printer står på et jævnt og stabilt underlag, og kontroller, om der kan være noget, som forårsager vibrationer eller stød i nærheden. Selv helt små stød kan påvirke printet. Hvis du har flere printere, så placer dem gerne på hver sit bord, da de ellers kan påvirke hinanden. Tilbage til toppen |
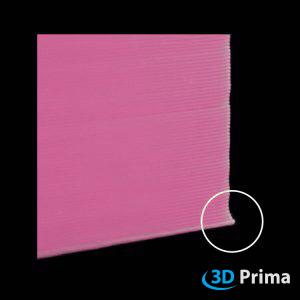
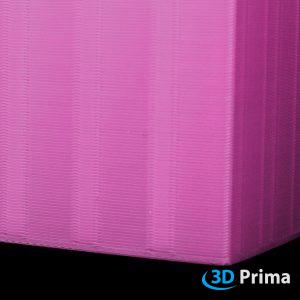
 16. Synlige linjer på siden af printet 16. Synlige linjer på siden af printet
Målet med ethvert 3D-printet objekt er at få et rent og glat print. Hvis et eller flere lag går galt, bliver det meget synligt på det færdige objekt, da man tydeligt kan se, at et lag er blevet forkert. En almindelig fejl, især blandt billigere mærker, er at filamentets diameter ændrer sig under printningen. Juster drivremmen Mange - hvis ikke de fleste printere - bruger drivremme/gummiremme til at overføre kraften fra drivmotoren. Drivremmene mister deres kraft over tid. Hvis spændingen i remmen er for lav, kan de nogle gange springe et trin over, med det resultat, at printeren mister sin nøjagtige position, hvilket medfører, at lagene skifter position. - Tjek, at alle bælter har samme indre spænding ved at mærke på dem med fingrene.
- Juster styrken af stropperne – kig i brugsanvisningen, hvordan man gør.
- Hvis bælterne på din printer er meget løse og gamle, kan det være arbejdet og pengene værd at erstatte dem med nye. Hvis du skal skifte, så tænk på at skifte dem alle på samme tid, så de ikke slides ujævnt.
Kontroller dine led-profiler Sluk for din printer og prøv at flytte hele printhovedet hen over hele X- og Y-aksen. Skulle der føles en form for modstand nogle steder bør du rense og smøre printhovedet. Se brugsvejledningen for særlige instruktioner og sørg for at bruge det korrekte smøremiddel til de korrekte dele. Kig gerne på vores hjemmeside, hvor vi har smøreprodukter beregnet til dette formål.
Hvis du smører dine profiler og alligevel mærker modstand, kan det være, at profilerne er lidt skæve. Det kan være svært at se med det blotte øje, men hvis man har mistanke om, at de er skæve, er det bedst at skille dem ad, lægge dem på en flad overflade og se, om der er en ujævnhed. Tilbage til toppen |
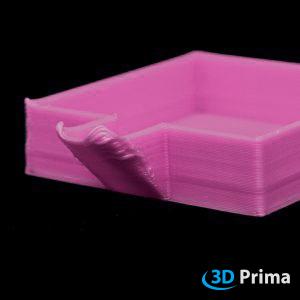
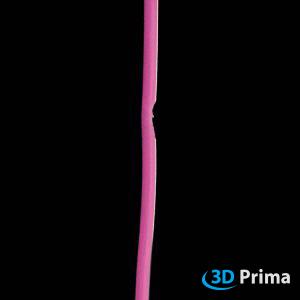
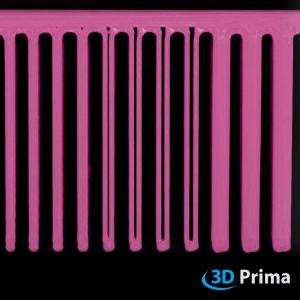
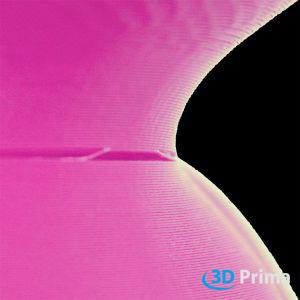
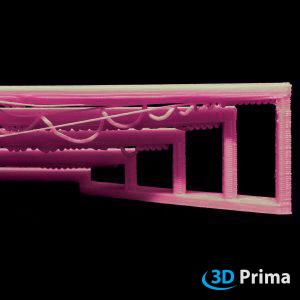 17. Dårlige broer 17. Dårlige broer
Broer (bridge) er, når filamentet printes uden støtte mellem to punkter. Printeren printer altså i luften uden noget til at støtte det. Hvis du ikke har indstillet alt helt perfekt, vil broerne være meget hængende og blive dårligt konstruerede. Juster "bridge"-indstillinger Broer kan være meget svære at håndtere for en 3D-printer. I de fleste software til printere er der indstillinger, som kan forenkle dette.
Plastik krymper, når det køles ned, og det kan i nogle tilfælde være en fordel ved brodannelse. Efterhånden som plastikken hærder og krymper, vil selv det, der hang, stige op. Tilføj støttematerialer Den nemmeste løsning på problemet er at tilføje støttemateriale i printeren. Det er svært at give nogle nøjagtige anbefalinger til støttemateriale til lige netop dit projekt, fordi det vil være helt forskellige fra projekt til projekt, hvad der virker bedst. Vi anbefaler, at du først afprøver de grundlæggende indstillinger for support i din software. Hvis det ikke bliver godt, må du eksperimentere og prøve dig frem. Ændre indstillinger på køleblæseren For den hurtigst mulige køleeffekt bør du sætte din blæser på max, så plastikken køler af så snart den kommer ud. Har du boost- eller turbofunktion på blæseren, så brug den gerne. Tilbage til toppen |
 18. Manglende lag 18. Manglende lag
En typisk indikation på manglende lag er, at man kan se mellemrum mellem forskellige lag i printet. Dette kan skyldes underekstrudering eller manglende lag. Hakkende fremdrivning Det er et drivhjul, der får filamentet frem i printeren. Dette drivhjul har små tænder, der griber fat i filamentet. Hvis filamentet ikke skubbes fremad, vil tænderne lige så stille gnave sig ind i filamentet, og der vil til sidst ikke være mere filament tilbage. Det ser man som regel meget tydeligt, da der ofte vil være støv eller små filamentstykker i nærheden af drivhjulet. Du kan også se det ved, at hjulet og motoren kører, men der ikke kommer noget filament ud af dysen. Juster udskrivstemperatur Hvis du føler, at der ikke kommer nok eller måske slet intet filament ud, kan du prøve at øge temperaturen på printeren. Hæv med 5-10°C og se, om det hjælper. Diameter på filamentet Den mest almindelige diameter af filament er 1,75 mm og 2,85 mm (ofte kaldet 3 mm, hvis det kommer fra Kina). De forskellige filamentstørrelser har forskellige tolerancer for diameter, og kan variere mellem 0,01 mm til 1,0 mm.
Når du modtager en ny rulle filament foreslår vi, at du måler den med en skydelære 5-6 forskellige steder. Ud fra dette beregner du så en gennemsnitlig diameter: Summen af målepunkterne divideret med antallet af målepunkter. På den måde får du en værdi, der f.eks. siger 1,77 mm, hvilket ikke er noget problem i sig, men maskinens grundindstillinger er normalt 1,75/2,85 mm, så printet kan blive forkert hvis din størrelse er 1,77 mm. Derfor kan det være en god idé at ændre filamentstørrelsen eller ekstruderingsmultiplikatoren i din software. Reparer filen Det kan også være, at softwaren har lavet fejl i beregningerne, eller at modellen er forkert. Tjek din software og søg efter "reparer fil" eller "tjek fil". Tilbage til toppen |
 19. Ingen ekstrudering i starten af printet 19. Ingen ekstrudering i starten af printet
Dette problem er formodentlig det mest almindelige, når det kommer til 3D-print. Det er dog normalt meget nemt at løse, også selvom du er nybegynder. Juster printtemperatur Hvis du oplever, at der ikke kommer nok filament ud af dysen i starten af printprocessen, kan du prøve at hæve temperaturen med 5-10°C og se, om det hjælper. Print nogle tests og juster temperaturen indtil det bliver, som du vil have det. "Cold pull" Dette trick fungerer bedst med glatte og lidt blødere materialer som for eksempel nylon. Opvarm din printer og tryk et stykke nylon ned gennem ekstruderen/dysen - er det nemt at trykke ned vil du være i stand til at få det hele vejen igennem, indtil det blokerede stykke kommer ud gennem dysen. Skulle dette ikke virke kan du trykke nylonstykket ind og derefter lade printeren køle ned til 110-120°C, hvorefter du trækker nylontråden ud igen – det blokerede stykke skal så gerne følge med ud. Er der stadig noget, der blokerer, kan du varme dysen op igen og gentage samme procedure. Klargør ekstrudereren Mange dyser har problemer med, at de lækker plast, når de står stille under høje temperaturer. Når filamentet flyder ud af dysen, skabes der et tomrum inde i dysen, fordi der ikke skubbes nyt filament frem. Dette fænomen opstår normalt i begyndelsen af et printjob, når printeren forbereder temperaturen og dysen til printning, eller når den venter på, at varmepladen bliver varm. Når du så begynder at printe kan du opleve, at der printes i den tomme luft et stykke tid, indtil filamentet begynder at flyde.
Den mest almindelige måde at undgå dette fænomen på er at bruge et "skirt". Det betyder, at printeren placerer en tråd af filament et stykke fra objektet, hvormed trykket i dysen kan bygges op igen. Nålemetoden Til denne metode skal du bruge en rigtig tynd nål, som passer i dyseåbningen. Vi anbefaler, at du ikke bruger et bor, da disse lettere går i stykker end nåle, hvilket kan forværre situationen. Opvarm din dyse til en temperatur, som passer til det filament, du anvender, og begynd at stikke med nålen nedefra. Pas på, at du ikke brænder dig. Formålet med dette er at forsøge at stikke huller i det stykke filament, der ligger og blokerer. Hvis du er heldig, vil proppen pludselig slippe, og filamentet begynder at flyde igen. Du skal muligvis gøre det et par gange, før det slipper. Du kan tage et stykke filament og trykke med fra oven, mens du lirker med nålen nedefra, for at fremskynde processen. Juster printpladen For at justere din printplade, så den står i korrekt position, skal du først følge producentens anvisninger. Nogle printere er udstyret med automatisk indstilling af printpladen, hvilket gør tingene noget nemmere. På printere, der ikke er udstyret med den automatiske funktion, skal du indstille printpladen manuelt.
Hvis du har en stiv printplade kan du bruge almindeligt papir til at indstille den med. Papir med en vægt på 90 gram eller en tykkelse på 0,1 mm passer normalt bedst til formålet.
Har du en mere modstandsdygtig printplade, kan du i stedet bruge et visitkort.
Når pladen er indstillet korrekt, skal du kunne føre et stykke papir ind mellem pladen og dysen og mærke en hvis modstand. Tilbage til toppen |
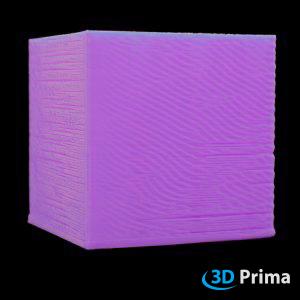
 20. Overekstrudering 20. Overekstrudering
Ekstruderer din printer mere filament, end den har brug for? Dette ses ved, at der er små ekstra "skæve" lag på dit print. Dette sker, hvis din printer og software ikke er korrekt konfigureret, så din software ikke giver de korrekte instruktioner til printeren. Filamentdiameter/ektruderingsmultiplikator Hvis du registrerer overekstrudering i dit print kan du justere ekstruderingsmultiplikatoren (sommetider kaldet flowhastigheden). Prøv at reducere i trin på 5 % af gangen. Hvis den er sat til 1, prøv 0,95, derefter 0,90 og så videre. Tilbage til toppen |
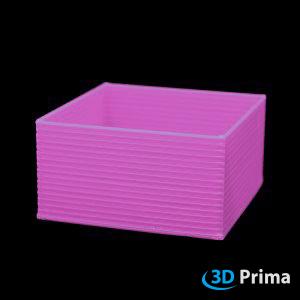
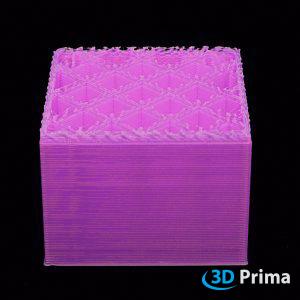
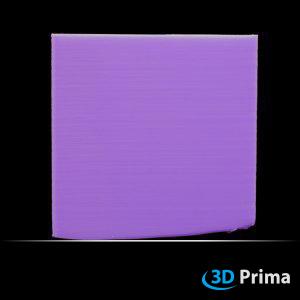
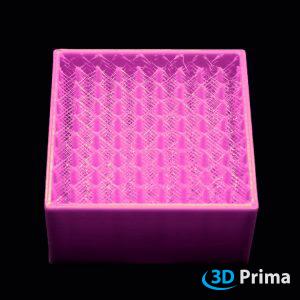
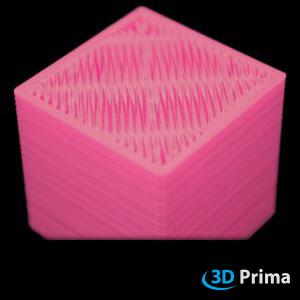 21. Pillowing / ufærdigt toplag 21. Pillowing / ufærdigt toplag
”Pillowing" er, hvis det øverste lag har små huller i sig, eller er bulet. Problemet er, at det øverste lag ikke overlapper med de yderste lag, eller at der er for lidt påfyldning. I næsten alle tilfælde skyldes det for lidt udfyldning, for høj hastighed eller dårlig nedkøling. Infill/outline overlap De mest almindelige printersoftware giver dig mulighed for at justere overlapningen mellem interne og eksterne parametre. Overlapningen måles normalt i procent, og den mest almindelige indstilling er 15 %. Hvis du øger dette til 20 eller 30 %, bør du mærke en markant forskel. Køleblæseren Nogle materialer er meget flydende, når de kommer ud af dysen, og kræver derfor hurtig afkøling, så det ikke begynder at smelte nedad. En måde at ændre dette er ved at sætte køleblæseren på max, samt sørge for at blæseren er rettet mod det printede filament. Jo mere direkte kold luft der blæses på filamentet, jo bedre bliver resultatet. Øg påfyldning/infill I næsten alle tilfælde, hvor toplaget bliver dårligt, skyldes det, at man har haft en infill på 10-25/ (typiske standardværdier). Som altid, afhænger det af hvilket materiale, du arbejder med. Problemet kan ofte løses ved at øge påfyldningen. Test det ved at printe noget småt, for eksempel en terning. Øg antallet af toplag Det typiske antal toplag er normalt 3-6. Oplever du problemer, kan du øge disse så meget, som du mener er nødvendigt for at løse problemet. Tilbage til toppen |
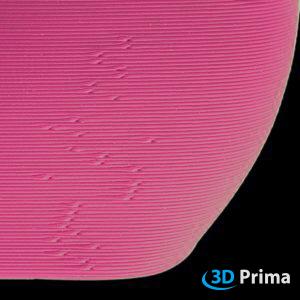
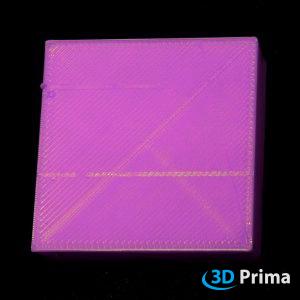 22. ”Ar” på toppen af printet 22. ”Ar” på toppen af printet
Når du printer et objekt, bliver det printet lag for lag. For at starte et nyt lag skal dysen flyttes til et nyt punkt, og i denne bevægelse passerer den et lag, som allerede er blevet printet. Dette kan efterlade synlige mærker på dit færdige print. Ekstruderingsmultiplikator Hvis der ekstruderes for meget plastik, vil hvert lag være lidt tykkere, end det burde være. Når dysen så ændrer sin bane, bliver der skabt ”ar” på alle nye lag, hvilket bliver mest fremtrædende på det sidste lag.
Hvis du registrerer overekstrudering kan du klare dette ved at justere ekstruderingsmultiplikatoren (nogle gange også kaldet flowhastigheden).
Prøv at reducere i trin på 5 %, altså eksempelvis fra 1 til 0,95 og derefter 0,90 og så videre. Vertikalt løft (z-hop) En måde at undgå at ridse dit øverste lag er ved at aktivere Z-HOP. Denne funktion er tilgængelig i de fleste printeres software, men kan desværre være placeret lidt forskellige steder, alt efter hvilken software du bruger. Tilbage til toppen |
 23. Små detaljer printes ikke 23. Små detaljer printes ikke
Når du udskriver meget små detaljer, hjælper det at bruge en mindre dyse, end du normalt bruger. Hvis en detalje er mindre end dysens diameter, vises den muligvis ikke engang i softwaren, og den bliver derfor heller ikke printet. Tillad at udskrive en tynd væg Dette valg er til meget tynde dele, der er mindre end dysens diameter. For at undgå, at den lille del ikke engang er synlig i softwaren, kan du bruge Simplify3D, som er en af de eneste software-systemer, der understøtter dette. Du finder funktionen under "Edit process settings”. Hvis du ændrer "External thin wall type" får du ikke en mere detaljeret udskrift, men du kan i hvert fald sikre dig, at det du ser i softwaren, bliver printet. Installer en mindre dyse Hvis en del af detdu forsøger at printe, er smallere/tyndere end dysens diameter, vil dimensionerne ikke være gode, eller blive særligt detaljerede. Skift gerne til en mindre dyse - for eksempel plejer 0,2 mm at klare de fleste små detaljer. Tilbage til toppen |
 24. Ekstruderingen stopper midt i et print 24. Ekstruderingen stopper midt i et print
Stopper din printer op med at ekstrudere plastik midt i et print? Det kan der være mange årsager til. Kontroller, at din dyse ikke er tilstoppet Hvis dysen bliver tilstoppet, kan det stoppe ekstruderingen. Der er to almindelige løsninger på en tilstoppet dyse: Nålemetoden Til denne metode skal du bruge en rigtig tynd nål, som kan komme ind i dysens åbning.
Opvarm din dyse til normal temperatur og begynd at stikke med nålen nedefra uden at brænde dig. Formålet er at forsøge at stikke huller i filamentet, der ligger og blokerer. Hvis du er heldig, vil proppen pludselig slippe, og filamentet begynder at flyde igen. Du skal muligvis gøre det et par gange, før det slipper. "Cold pull" Dette trick fungerer bedst med materialer som nylon, som er lidt glattere og blødere. Varm printeren op til udskriftstemperatur, og tag et stykke nylon, som du trykker ned gennem dysen. Nogle gange kan du få det hele vejen igennem med det samme, hvorefter det blokerede stykke følger med ud af sig selv. Hvis det ikke virker første gang, kan du lade nylonstykket sidde i dysen, mens du lader printeren køle lidt ned, hvorefter du igen trækker – nu skulle det blokerede stykke meget gerne følge med ud. Gentag, hvis der stadig sidder noget og blokerer. Kontroller dit filament Inden du starter med at printe, skal du kontrollere, at du har nok filament på rullen, og at der ikke er noget synligt rod på tråden. Fremdrift, der hakker Alle FDM-printere bruger et drivhjul til at fremdrive filament. På hjulet findes der små tænder, som griber fat i filamentet, og hvis filamentet ikke drives fremad, vil tænderne langsomt gnave sig igennem hele filamenttråden. Dette ses ved, at der ikke kommer noget filament ud af, selvom printeren kører, eller ved at der ligger filamentstøv ved drivhjulet. Tilbage til toppen |
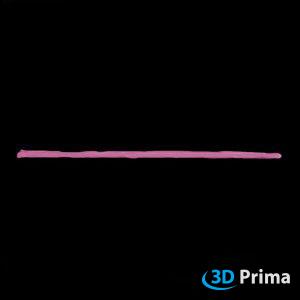
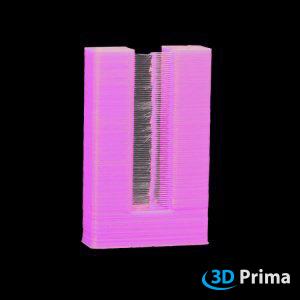 25. Stringing og oozing 25. Stringing og oozing
Bliver dine print spækket med ”spindelvæv" på overfladen? Dette sker normalt mellem to dele og kaldes forskellige ting - stringing, oozing, hairy prints eller whiskers. Når dysen bevæger sig mellem forskellige punkter kan det ske, at der siver lidt filament ud af mundstykket, hvilket danner en snor, der nærmest ligner candyfloss eller et spindelvæv, og som ligger sig på laget. Juster printtemperatur Det er normalt en kombination af dysetemperatur og retraction, der giver de bedste resultater, når det kommer til at undgå stringing. Hvis temperaturen er for høj, bliver filamentet så flydende, at det vil lække ud af dysen. Er temperaturen for lav, får du i stedet problemer med fremdrivningen. Forsøg derfor altid at finde den rigtige indstilling til netop det filament, du bruger. Det kan variere en del mellem forskellige producenter og farver, hvilken indstilling der er bedst.
Hvis du bemærker, at du har problemer med stringing, så prøv at sænke temperaturen med 5-10°C og se, om det hjælper. Juster retraction Retraction er, når printeren trækker et stykke filament tilbage under printning. Når dit printhoved flytter sig til en ny placering uden at ekstrudere plastik samtidig, kan det ske, at filamentet "lækker" fra dysen, hvis retractionindstillingerne ikke er korrekte.
Trin 1 - sørg for, at retraction er aktiveret i din software.
Trin 2 - optimer afstands- og hastighedsindstillingerne for retraction. Retraction - afstand Afstanden definerer, hvor meget filament der skal "trækkes tilbage" fra dysen. Det afhænger helt af din printer, hvilken afstand der er bedst. Prøv at printe to små terninger samtidigt – der skal cirka være 40 mm mellemrum mellem dem på printfladen. Du kan så se, hvor meget filament, der "lækker", når printeren skifter fra terning til terning. Øg afstanden (retraction) i softwaren med 0,5 mm ad gangen og se, hvordan det påvirker resultatet. For de fleste printere fungerer en afstand på 1 mm til 5 mm godt Retraction – hastighed Den hastighed, du indstiller retraction til, er også meget vigtig, da hastigheden i høj grad kan påvirke dit print. Hvis hastigheden er for høj, trækkes filamentet for hurtigt tilbage og kan løsne sig fra den trykte del. Går det derimod for langsomt, kan dysen begynde at lække plastik, inden printhovedet er nået til det sted, hvor det skal printes.
For de fleste printere skal hastigheden være 20-100 mm/sekund eller 1200-6000 mm/minut (forskellige software viser forskellige værdier).
Tilbage til toppen |
 26. Underekstrudering 26. Underekstrudering
Underekstrudering kan have forskellige årsager, men de mest almindelige er en tilstoppet dyse, et hakkende drivhjul og forkert filamentdiameter. Nålemetoden Til nålemetoden skal du bruge en meget tynd nål, så tynd at den passer ind i dysens åbning.
Opvarm dysen, så temperaturen passer til den type filament, som er i printeren. Stik nålen ind i dysen nedefra, og forsøg at stikke hul i det filament, der blokerer. Proppen skal meget gerne pludseligt slippe, så filamentet igen kan flyde. Forsøg nogle gange, hvis det ikke sker med det samme. Du kan også trykke med et stykke filament oppefra, mens du stikker med nålen. Det er altid en god idé, at have nogle ekstra dyser liggende, så du let kan bytte, hvis dysen skulle blive blokeret. "Cold pull"" Til dette trick skal du bruge et stykke nylon, som er lidt glat og blødt. Når printeren er varm, presser du det lille stykke nylon ind i dysen – hvis den kan komme hele vejen igennem, skulle det blokerede stykke meget gerne følge med ud. Hvis ikke, kan du køle printeren lidt ned, mens dit stykke nylon sidder i dysen, så det blokerede stykke sætter sig fast på nylonstykket og derefter følger med ud. Prøv et par gange, hvis det ikke lykkes første gang. Filamentets diameter Den mest almindelige diameter på filament er 1,75 mm og 2,85 mm. Disse forskellige filamentdiametre har forskellige diametertolerancer, som kan variere mellem 0,01 mm til 1,0 mm. Når du modtager en ny rulle filament, foreslår vi, at du måler den med en skydelære 5-6 forskellige steder og derefter beregner en gennemsnitlig diameter. Tjek med printerens grundindstillinger, om de passer til den gennemsnitlige diameter – ellers kan printet blive forkert. Du kan ændre filamentstørrelsen/ekstruderingsmultiplikatoren i printerens software. Filamentet hakker FDM-printere anvender et drivhjul til at skubbe filamentet frem. På hjulet findes små tænder, der griber filamenttråden fra den ene side (i nogle tilfælde begge). Hvis tråden af en eller anden grund ikke skubbes fremad, vil tænderne langsomt gnave hul tråden, og til sidst er der ikke mere filament tilbage. Man opdager det sædvanligvis ved, at der ikke kommer noget filament ud af dysen, eller ved at der ligger filamentstøv ved drivhjulet. Tilbage til toppen |
 27. Warping – filamentet løsner sig 27. Warping – filamentet løsner sig
Plastik krymper til en vis grad, når det køles ned. Almindeligt standard PLA er en af de typer plastik, som krymper mindst, og ABS er et af de materialer, som krymper mest. Krympningen kaldes for warping og kan skabe problemer i printprocessen – printet kan løsne sig fra printpladen eller muligvis sprække. Anvend klæbemateriale eller opvarm printpladen Der er mange forskellige former for klæbemateriale på markedet, for eksempel PrimaFIX, Magigoog, limstifter og hårspray. Denne type af produkter stryges på printpladen. En anden type, som for eksempel PEI, Black Sheet, BuildTAK eller almindelig blå tape skal klæbes til printpladen. Husk at tjekke, hvilken temperatur som passer bedst til det klæbemateriale, du anvender. Klæbemidler, som eksempelvis PrimaFIX, fungerer bedst på en opvarmet printplade, fordi det aktiveres ved cirka 40 °C. Det holder objektet fast og løsner sig igen, når pladen køler af. Til PrimaFIX plejer følgende indstillinger at fungere bedst – men det kan ændre sig fra filament til filament: - PLA: Første lag ved 210°C med printpladen opvarmet til 60°C.
- ABS: Første lag ved 235-245°C med 5 mm brim og printpladen opvarmet til 100-105°C.
- PET-G: Første lag ved 225°C og pladen opvarmet til 70-80°C.
Juster det første lag Anvend printerens software til at ændre højden samt mængden af filament til det første lag. Prøv at øge eller mindske med 5% af gangen, men vær opmærksom, for dette kan også påvirke, hvor godt materialet klæber til printpladen. Hvis højden på laget er for lav vil filamentet blive presset mod printpladen, hvilket skaber ”elefant foot”. Juster printpladen For at justere printpladen, så den giver perfekte resultater, skal du følge producentens instruktioner. Nogle printere har automatisk indstilling af printpladen, hvilket gør det noget lettere. På printere, som ikke har automatisk indstilling kan du anvende papir til at tjekke, om pladen er indstillet korrekt – der skal være en smule modstand, når du stikker papiret ind mellem pladen og dysen: - Ved en stiv printplade kan du anvende et papir på 90 gram. - Ved en mere fjedrende printplade skal du anvende lidt tykkere papir, hvad der svarer til et visitkort. Anvend ”brim” ”Brim” er en form for støttestruktur, som sidder sammen med dit print og øger størrelsen på overfladen for at stabilisere printet. En ”brim” er ofte kun et par lag højt og kan hjælpe printet med at sidde bedre fast på printpladen. Anvend indkapsling Det kan være svært at holde en jævn temperatur på hele printet, når printpladen er opvarmet – toppen af printet vil helt naturligt være koldere end bunden. Hvis dit print ofte løsner sig fra pladen eller sprækker mellem lagene kan det være en god idé at kigge på muligheden til at indkapsle printeren. Til premium-printerne findes der ofte en slags hætte med blæser og filter, som passer til netop dette formål. Til de billigere printere må man anvende sin fantasi og bygge noget selv – der er mange gode idéer at hente på Facebook og forskellige forums. Målet er at få højere temperaturer og en mere jævn varme rundt om hele printeren, så plasten ikke køler så hurtigt. Tilbage til toppen |
 28. Dårlig påfyldning 28. Dårlig påfyldning
Hvis påfyldningen er for svag, kan filamentet ikke støtte de ydre vægge. Dette kan medføre, at hele dit print bliver meget svagt og ustabilt. Det kan hjælpe at anvende et andet påfyldningsmønster og/eller at påfylde langsommere. En tilstoppet dyse kan også forårsage problemet. Sænk hastigheden for påfyldning (infill) Prøv at sænke hastigheden på printeren så påfyldningen bliver stærk nok til at kunne holde de ydre vægge. Juster bredden på ekstruderingen Hvis påfyldningen på en printet er svagt, vil hele printet blive svagt. Du kan prøve at øge bredden (extrusion width) i realtid, mens printeren arbejder – så ser du resultatet med det samme. Dette er muligt på de fleste printere, men ikke alle. Alternativt påfyldningsmønster I alle printersoftware findes forskellige påfyldningsmønstre, som du kan skifte mellem. Test eventuelt flere forskellige mønstre for at se, hvilket mønster der passer bedst til netop det objekt, som du arbejder med. Nålemetoden Hvis årsagen er, at dysen er tilstoppet, kan du prøve med nålemetoden. Du stikker en meget tynd nål (som ikke kan knække) ind i dysen, og forsøger at trykke hul på den tilstoppede masse. Nogle gange går det let, og filamentet vil hurtigt begynde at flyde igen. Andre gange tager det lidt længere tid, og det kan sommetider være nødvendigt at presse med et koldt stykke filament oppefra, mens du trykker med nålen nedefra.
Det kan være en god idé at altid have et rengøringssæt hjemme, så du har den rette type nål til formålet. Det er også godt at have ekstra dyser liggende, så du hurtigt kan bytte, hvis den skulle blive tilstoppet. ”Cold pull” En anden måde at få den tilstoppede masse væk er ved at anvende ”cold pull”. Når printeren er varm trykker du et koldt stykke nylon ned i dysen. Hvis du er heldig, går det lige igennem og trækker det blokerede stykke med sig ud. Hvis det ikke går så let, kan du lade nylonstykket sidde, mens du køler printeren ned til 110-120°C, og derefter forsøger at trække det ud igen. Det skulle meget gerne lykkes at få det blokerede stykke med ud på 1-2 forsøg. Tilbage til toppen
Vidste du, at vi hos 3D Prima har et stort udvalg af både 3D printere og tilbehør til dem? Hvis du står og mangler filament, resin eller SLS-pulver er du kommet til det helt rette sted! Har du brug for hjælp? Kontakt os, vi sidder klar med ekspertviden om 3D print. |