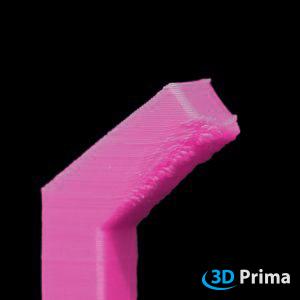
 1. Kraftiga överhäng 1. Kraftiga överhäng
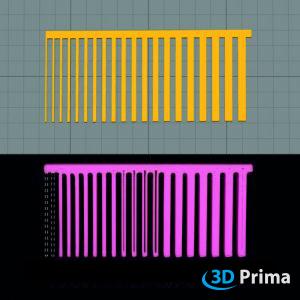
Det är inte lätt att få perfekt resultat med ”perfekta” överhäng. Allt hänger på vilket material du använder, vilken skrivare, skrivarinställningar och i vilka vinklar den klarar av att skriva. Man kan väl säga att vinklar runt 45-grader brukar de flesta moderna skrivare klara av utan problem. När man använder en FDM/FFF skrivare, byggs varje lager ovanpå det andra. Du kan, såklart, inte skriva ut i tomma luften och det är något du måste ta hänsyn till när du väljer modell. Perfekt placering på byggplattan, lägga till stödmaterial eller att dela upp modellen i flera småbitar är några av de ”trick” du kan använda. Du kan också ladda ner en testmodell för att öva på och testa din skrivares optimala inställningar. Ladda ner här: http://www.thingiverse.com/thing:533472/#files Lägg till en stödstruktur Ett lätt sätt för att få bättre resultat är att lägga till en stödstruktur.
Vi kan inte ge dig tips om vilka inställningar som är bäst, eftersom det kan vara stora skillnader från material, storlek, lagerhöjd och så vidare.
Vi rekommenderar att du startar med din mjukvaras standardinställningar och sen får du helt enkelt köra ett par gånger med olika inställningar för att komma fram till vad som fungerar bäst på just den utskriften du håller på med.
Tänk på att om du lägger till stödstrukturer så ökar både utskriftstiden och materialåtgången – så gör det bara när du verkligen behöver det. Minska lagerhöjden För att minska risken för misslyckade överhäng kan du minska lagerhöjden, detta gör du i den mjukvara du använder för att bereda utskriften. Kylfläkten För att skrivaren skall kunna skriva ut stora överhäng måste materialet kylas ner så snabbt som möjligt efter det har kommit ut från munstycket. Är din skrivare utrustad med en kylfläkt (vilket dom flesta är) som är riktad snett nedåt mot själva utskriften så skall denna vara påslagen. Kan också vara så att du behöver höja kyleffekten eftersom det på vissa filament, till exempel PETG är ofta inställt på ganska låg kyleffekt i mjukvaran. Kontrollera att din fläkt är riktad mot utskriften och inte någon annanstans. Vissa typer av material har väldigt låg viskositet, med denna typ av filament är det viktigt att du använder fläkten och ökar utskriftshastigheten. Justera utskriftshastighet Oftast är det kombinationen av utskriftshastighet och värme som avgör huruvida en utskrift med mycket överhäng lyckas eller inte. Tyvärr finns det inget universalsvar att ge eftersom det är så många parametrar som spelar in. Vi rekommenderar att du laddar ner en testmodell som är ganska liten och provar inställningar på den. Ladda ner här: http://www.thingiverse.com/thing:533472/#files
Generellt tips är att höja din utskriftshastighet något när du arbetar med överhäng. Tillbaka till toppen |
 2. Knottror och knutar på ytan 2. Knottror och knutar på ytan
Din skrivare måste genomföra massor av små ändringar på extrudering, rörelser, värme och mycket annat. Dessa ändringar görs kontinuerligt under utskriften. Om retraction (se nedan) inte är rätt inställt kan detta orsaka defekter på ytan av din modell i form av små knottror eller knutar. Justera retraction Retraction är när skrivaren drar tillbaka en bit filament under utskriften.
När ditt skrivarhuvud rör sig till ett nytt ställe utan att samtidigt extrudera plast så kan den uppstå att det ”läcker ”filament från munstycket om inte inställningarna för retraction är korrekta.
Steg 1 – se till att retraction är aktiverat i din mjukvara.
Steg 2 – optimera inställningarna för avstånd och hastighet. Retraction - avstånd Avståndet definierar hur mycket filament som skall ”dras tillbaka” från munstycket. Det beror helt på din skrivare vilket avstånd som är bäst. Prova att samtidigt skriva ut två små kuber med cirka 40 mm mellanrum på byggytan. Du kan sen se hur mycket filament som ”läcker” när skrivaren skiftar från kub till kub. Öka avståndet (retraction) i mjukvaran med 0,5 mm åt gången och se hur det påverkar. För de flesta skrivare så brukar ett avstånd på 1 mm till 5 mm fungera bra. Retraction – hastighet Den hastighet du ställer in för retraction är också väldigt viktig, eftersom hastigheten kan påverka din utskrift väldigt mycket. Om hastigheten är för hög, dras filamentet tillbaka för snabbt och kan lossna från den utskriva delen. Å andra sidan, om det går för långsamt kan munstycket börja läcka plast innan skrivarhuvudet har hunnit fram till den plats där det skall skriva ut.
För de flesta skrivare ska hastigheten ligga på 20–100 mm/sekund eller 1200–6000 mm/minut (olika mjukvaror visar olika värden). Rengör ditt munstycke Se alltid till att ditt munstycke är rent och att det inte sitter filamentrester kvar. Detta kan orsaka defekter på din utskrift. En liten våtservett är bra att avluta med, torka av munstycket när det har svalnat något. Välj startpunkt Ett vanligt problem är små ”knoppar” av filament i början av utskriften, eller precis där skrivaren byter lager. Det är dessvärre svårt att helt bli av med dessa problem, men ett sätt att i alla fall göra det mindre markant är att välja en annan startpunkt. En skrivare är ”dum” och förstår inte vad som är fram och baksida på utskriften, utan väljer den bästa utgångspunkten. Tyvärr kan det innebära att det blir på framsidan. Genom att välja startpunkt kan du få skrivaren att starta och göra lagerändringar på baksidan istället, där det kanske inte syns lika tydligt. Tillbaka till toppen |
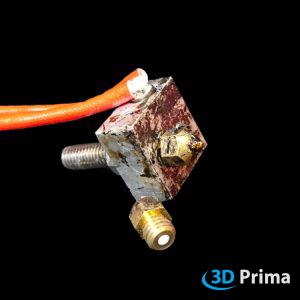 3. Igensatt/blockerat munstycke 3. Igensatt/blockerat munstycke
Under livstiden för ett munstycke kan man ha använt flera kilo plast. Till slut är det väldigt troligt att du stöter på ett igensatt munstycke. Detta beror på att något gör så att inte materialet kan flöda fritt och komma ut ur munstycket som det är tänkt. När det väl händer så kan det vara fruktansvärt irriterande, men att reda ut problemet är oftast lättare än vad man tror. ”Cold pull” Detta trick fungerar bäst med hala och lite mjukare material, som till exempel Nylon. Värm upp din skrivare till utskriftstemperatur. Ta en bit nylon och pressa ner genom extruder/munstycke. Går det enkelt kommer du kunna putta igenom hela vägen tills det som blockerade kommer ut genom munstycket. Skulle inte detta fungera så kan du putta ner tråden och sen låta skrivaren svalna till 110°C eller 120°C. Tag sedan tag i nylontråden och med en rappt ”ryck” drar du ut tråden. Det som blockerade bör då följa med ut som en liten propp. Om det fortfarande är något som blockerar, värm upp munstycket igen och gör om samma procedur.
Det brukar dock räcka med 1 eller 2 gånger för att lösa problemet. Nålmetoden För denna metod behöver du en riktigt tunn nål, den måste passa i öppningen för munstycket. I vår shop kan du hitta rengörningskit som innehåller det du behöver.
Vi rekommenderar inte att du använder ett borr, då dessa bryts betydligt enklare än en nål och kan förvärra situationen ännu mer.
Värm upp ditt munstycke till ordinarie temperatur (för det filament som sitter i) och börja sticka med nålen underifrån. Akta så du inte bränner dig. Syftet är att försöka pilla hål på det filament som ligger och blockerar. Har man tur så släpper proppen helt plötsligt och filamentet börjar flöda igen. Det är möjligt att du får göra detta ett par gånger innan det släpper. Du kan ta en bit filament och pressa på med ovanifrån samtidigt som du lirkar med nålen.
Rent generellt så brukar vi tipsa om att alltid ha en reservuppsättning med munstycken hemma så du snabbt kan byta, istället för att lägga ner för mycket tid på att rengöra. Tillbaka till toppen |
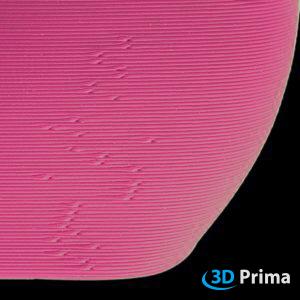
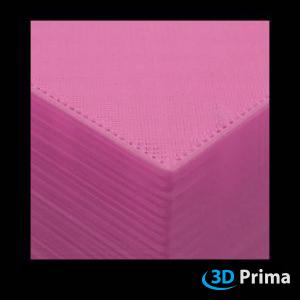
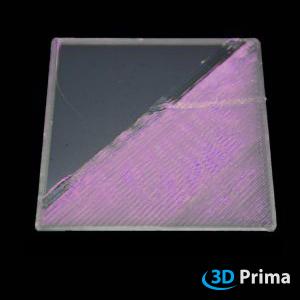
 4. Ojämna hörn och kanter 4. Ojämna hörn och kanter
Små områden på din utskrift kan ha samma problem som vid överhäng. Man ser tydligt att plasten kan hänga utanför själva modellen. Detta beror oftast på att det utsatta partiet inte har kunnat kylas tillräckligt och/eller att utskriftstemperaturen är för hög. Korrigera utskriftstemperaturen Ställ in temperaturen 5–10°C lägre och ge plasten en chans att svalna innan nästa lager läggs ut. Ställ in kylfläkten Kontrollera att kylfläkten verkligen är rätt inställd, om inte, öka fläkthastigheten så att plasten hinner kylas ordentligt. Tillbaka till toppen |
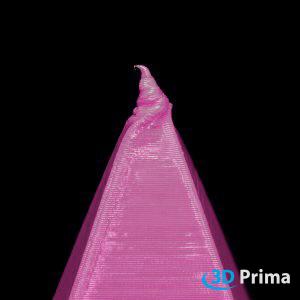 5. Deformeringar 5. Deformeringar
Deformeringar av olika typer sker nästan alltid ute på en tunn tipp, eller på mycket smala utskrifter. Det huvudsakliga skälet för detta är för hög temperatur i förhållande till vilket filament du använder. De utskrivna delarna ser ofta överextruderade ut, i vissa fall ser det nästan ut som att modellen har smält/mjuknat.
En bra balans mellan temperatur-hastighet och kylning är nyckeln till en lyckad utskrift. Justera temperaturen Om din utskrift ser ut som smält choklad eller att lager har ”vikt” sig över det föregående lagret så är det ett tydligt tecken på att du använder för hög värme. Försök att sänka din utskriftstemperatur. Kylfläkten Temperaturen du skriver med på aktuellt material är för hög. Sänk temperaturen eller kontrollera så att kylfläkten är påslagen/rätt inställd. Justera hastigheten Om du skriver ut på väldigt låga hastigheter så kan plasten som ligger inne i munstycket börja koka och bli dåligt. Trycket ökar och det kan komma ut för mycket filament på samma gång. Prova att sänka hastighet och temperatur. Tillbaka till toppen |
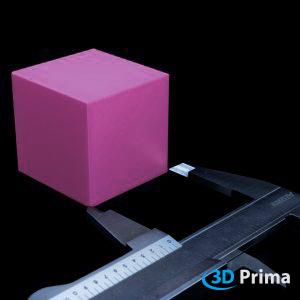 6. Dimensioner 6. Dimensioner
Dimensionsexakthet är extremt viktigt om du planerar att skriva ut delar som behöver passa ihop utan problem. Att plast krymper i olika utsträckning är också en faktor du måste ta i beaktande. För att tackla detta så kan man reglera extruderingsmängd och bredd och därmed uppnå ett perfekt resultat. Justera lagerhöjd på ditt första lager För att uppnå en bra tolerans är det viktigt att det första lagret blir helt rätt redan från början. Justera i små steg för att uppnå rätt lagerhöjd. Skulle första lagret bli fel kommer detta följa med hela utskriften och resterande lager blir därför också fel. Extrusion multiplier Att rätt mängd filament kommer ut ur munstycket är mycket viktigt. Börja på 1 eller 100% (kan anges olika, beroende på mjukvara) och sen justera upp eller ner 5% åt gången. Vad du använder för material och storlek på munstycke spelar stor roll. PLA ligger vanligtvis på 100%, medan PETG ofta kan gå upp till 110% för att det skall bli bra. Extruderingsbredd Den rätta inställningen här är nästan alltid samma som diametern på munstycket du använder. Rätt skala För att minimera/kompensera för att plast krymper under utskrift så är det möjligt att du får göra måtten lite större i din ritning. Gör en testutskrift, kontrollera måtten efter filamentet svalnat och justera om det behövs. Tillbaka till toppen |
 7. Elefantfot 7. Elefantfot
Ibland kan man se en tydlig tendens till att första lagret ”sticker ut”. Detta kallas ofta för elefantfot. Justera första lagret Du kan använda din mjukvara för att justera höjd och mängd på filamentet på det första lagret. Öka eller minska i 5%-steg. Var dock lite uppmärksam eftersom denna inställning också kan påverka hur bra materialet fäster på byggplattan.
Om lagerhöjden är för låg pressar man filamentet mot plattan och vilket leder till en ”elefantfot”. Ställ in din byggplatta korrekt För att justera din byggplatta så den blir perfekt ska du först följa tillverkarens instruktioner.
Vissa skrivare är utrustade med automatisk inställning av byggplattan, vilket givetvis gör saker betydligt enklare.
På skrivare som inte är utrustad med denna funktion får man göra det manuellt.
Om du har en styv byggplatta kan du använda ett vanligt papper. Papper med vikten 90 gram eller tjocklek på 0,1 mm brukar passa bäst.
Har du en mer fjädrande byggplatta kan du istället använda ett tjockare papper, runt 300 gram, eller ett visitkort.
När plattan är rätt inställd ska man kunna föra en bit papper mellan platta och munstycke och känna ett visst motstånd. Tillbaka till toppen |
 8. Filament som hackar eller gnager 8. Filament som hackar eller gnager
Att filament hackar eller gnager beror på att filamentet inte kan drivas framåt, helt eller betydligt långsammare än vad som krävs.
Det lilla tandade hjulet som driver materialet framåt fortsätter att göra så oavsett, detta leder till att tänderna kan deformera filamentet och till slut har det skapats en fördjupning som gör att motorn bara står och arbetar men har inget att driva fram. Frammatning som hackar Alla FDM skrivare använder ett framdrivningshjul för att mata fram filament. Detta hjul har små tänder som griper tag i filamentet från en sida (i vissa fall båda). Om inte filamentet drivs framåt så gnager dessa tänder sakta men säkert en grop i filamentet och till slut finns det inte mer filament att ta av.
Man brukar se detta väldigt tydligt då det ofta ligger damm eller små flisor av filament vid hjulet. Du ser det också genom att hjulet och motorn arbetar men det kommer inget filament från munstycket. Justera utskriftstemperatur Om du upplever att det inte kommer ut tillräckligt med filament, eller kanske inget alls kan du prova att höja temperaturen. Höj 5–10°C och se om det hjälper. Justera utskriftshastighet Om du skriver ut i för höga hastigheter kan filamentet börja att hacka. Om du sänker hastigheten behöver inte motorn arbeta lika snabbt för att driva fram filamentet eftersom materialet har längre tid på sig att värmas upp.
Om du skriver i 3600 mm/min eller 60 mm/sekund så testa att halvera detta till 1800 mm/minut eller 30 mm/sekund. Om inte detta hjälper är det sannolikt något annat fel. Retraction – hastighet och avstånd Den hastighet du ställer in för retraction är också väldigt viktig, eftersom hastigheten kan påverka din utskrift väldigt mycket. Om hastigheten är för hög, dras filamentet tillbaka för snabbt och kan lossna från den utskriva delen. Å andra sidan, om det går för långsamt kan munstycket börja läcka plast innan skrivarhuvudet har hunnit fram till den plats där det skall skriva ut.
För de flesta skrivare ska hastigheten ligga på 20–100 mm/sekund eller 1200–6000 mm/minut (olika mjukvaror visar olika värden). Avståndet definierar hur mycket filament som skall ”dras tillbaka” från munstycket. Det beror helt på din skrivare vilket avstånd som är bäst. Prova att samtidigt skriva ut två små kuber med cirka 40 mm mellanrum på byggytan. Du kan sen se hur mycket filament som ”läcker” när skrivaren skiftar från kub till kub. Öka avståndet (retraction) i mjukvaran med 0,5 mm åt gången och se hur det påverkar. För de flesta skrivare så brukar ett avstånd på 1 mm till 5 mm fungera bra. Kontrollera munstycket Under livstiden för ett munstycke kan man ha använt flera kilo plast. Till slut är det väldigt troligt att du stöter på ett igensatt munstycke. Detta beror på att något gör så att inte materialet kan flöda fritt och komma ut ur munstycket som det är tänkt. När det väl händer kan det vara fruktansvärt irriterande, men att reda ut problemet är oftast lättare än vad man tror. ”Cold pull” Detta trick fungerar bäst med hala och lite mjukare material, som till exempel Nylon. Värm upp din skrivare till utskriftstemperatur. Ta en bit nylon och pressa ner genom extruder/munstycke. Går det enkelt kommer du kunna putta igenom hela vägen tills det som blockerade kommer ut genom munstycket. Skulle inte detta fungera så kan du putta ner tråden och sen låta skrivaren svalna till 110°C eller 120°C. Tag sedan tag i nylontråden och med en rappt ”ryck” drar du ut tråden. Det som blockerade bör då följa med ut som en liten propp. Om det fortfarande är något som blockerar, värm upp munstycket igen och gör om samma procedur.
Det brukar dock räcka med 1 eller 2 gånger för att lösa problemet. Nålmetoden För denna metod behöver du en riktigt tunn nål, den måste passa i öppningen för munstycket. I vår shop kan du hitta rengörningskit som innehåller det du behöver.
Vi rekommenderar inte att du använder ett borr, då dessa bryts betydligt enklare än en nål och kan förvärra situationen ännu mer.
Värm upp ditt munstycke till ordinarie temperatur (för det filament som sitter i) och börja sticka med nålen underifrån. Akta så du inte bränner dig. Syftet är att försöka pilla hål på det filament som ligger och blockerar. Har man tur så släpper proppen helt plötsligt och filamentet börjar flöda igen. Det är möjligt att du får göra detta ett par gånger innan det släpper. Du kan ta en bit filament och pressa på med ovanifrån samtidigt som du lirkar med nålen.
Rent generellt så brukar vi tipsa om att alltid ha en reservuppsättning med munstycken hemma så du snabbt kan byta, istället för att lägga ner för mycket tid på att rengöra. Tillbaka till toppen |
 9. Första lagret fastnar inte 9. Första lagret fastnar inte
Att inte utskriften sitter fast ordentligt eller lossnar från byggplattan är ett av de vanligaste problemen som diskuteras i olika forum. Det första lagret är det viktigaste. Det är på detta lager alla kommande lager skall sitta fast på.
Det finns en hel del olika metoder för att få utskriften att sitta kvar ordentligt. Använd ett fästmaterial eller uppvärmd byggplatta. Det finns många olika typer av häftmaterial på marknaden, PrimaFIX, Magigoo, limstift, hårspray. Dessa är produkter som du stryker på din byggplatta. Det finns också typer av material som du fäster på din byggplatta, som PEI, Black Sheet, BuildTak och vissa använder till och med vanlig blå tejp. Det är viktigt att du kollar upp vilken temperatur som passar bäst just till den produkt som du använder. När det gäller till exempel häftpennor, till exempel PrimaFix, fungerar det bäst med uppvärmd byggplatta då det aktiveras vi cirka 40°C, håller fast modellen för att sedan lossna när plattan svalnar igen. För PrimaFIX brukar följande inställningar fungera bäst (dessa värden är en vägledning och kan variera beroende på fabrikat på filament): - PLA: första lagret 210°C med byggplattan värmd till 60°C.
- ABS: första lagret 235–245°C med 5 mm brim och plattan uppvärmd till 100–105°C.
- PET-G: första lagret 225°C och 70–80°C på värmebädden.
Justera första lagret Du kan använda din mjukvara för att justera höjd och mängd på filamentet på det första lagret. Öka eller minska i 5%-steg. Var dock lite uppmärksam eftersom denna inställning också kan påverka hur bra materialet fäster på byggplattan.
Om lagerhöjden är för låg pressar man filamentet mot plattan vilket leder till en ”elefantfot”. Justera byggplattan För att justera din byggplatta så den blir perfekt ska du först följa tillverkarens instruktioner.
Vissa skrivare är utrustade med automatisk inställning av byggplattan, vilket givetvis gör saker betydligt enklare.
På skrivare som inte är utrustad med denna funktion får man göra det manuellt.
Om du har en styv byggplatta kan du använda ett vanligt papper. Papper med vikten 90 gram eller tjocklek på 0,1 mm brukar passa bäst.
Har du en mer fjädrande byggplatta kan du istället använda ett tjockare papper, runt 300 gram, eller ett visitkort.
När plattan är rätt inställd ska man kunna föra en bit papper mellan platta och munstycke och känna ett visst motstånd. Använd ”brim” En ”brim” är en stöd/hjälpstruktur som sitter fast i din utskrift och ökar ytstorleken i syfte att stabilisera utskriften eller hjälpa till genom att det är en större kontaktyta mot byggplatta. Detta kan göra så att utskriften sitter bättre fast. En ”brim” har vanligtvis 10–15 linjers bredd runt utskriften och är oftast inte mer än 1 eller 2 lager högt. Tillbaka till toppen |
 10. Mellanrum mellan yttre och inre utskrift 10. Mellanrum mellan yttre och inre utskrift
Varje utskrift du gör består av flera olika lager, som i sin tur består av yttre del (outlines) och inre del (infill). Om du noterar att det är ett mellanrum mellan dessa två delar så finns det två avsnitt du kan titta närmare på. Justera utskriftshastighet Om du skriver ut i för höga hastigheter kan du få lagerskiftningar eller dålig utskriftskvalitet. Om du sänker hastigheten behöver inte motorn arbeta lika snabbt för att driva fram filamentet eftersom materialet har längre tid på sig att värmas upp.
Om du skriver i 3600 mm/min eller 60 mm/sekund så testa att halvera detta till 1800 mm/minut eller 30 mm/sekund. Yttre och inre lager överlappar För att förhindra detta från att ske kan du minska din lagerhöjd eller försöka använda mindre stödmaterial. Tillbaka till toppen |
 11. Mellanrum i tunna väggar 11. Mellanrum i tunna väggar
Om du skriver ut ett objekt med ett munstycke som endast är lite mindre än den tunnaste delen på objektet kan din mjukvara välja att lämna ett litet mellanrum. Om du till exempel skriver en vägg som är 1,5 mm tjock med extruderingsbredd på 0,6 mm så måste du göra en del justeringar i mjukvaran. Justera ”thin wall behavior” Mellanrum kan uppstå när mjukvaran inte kan beräkna extruderingsbredd tillsammans med munstycket. Mjukvaran kommer därför att skapa ett mellanrum. Detta kan åtgärdas i mjukvaran genom att justera ”thin wall behavior” eller extruderingsbredd (extrusion width).
Om din mjukvara/skrivare inte har valet ”thin wall behavior” får man försöka justera det genom att göra extruderingsbredden mindre eller högre. Tillbaka till toppen |
 12. Ghosting 12. Ghosting
Du kan se detta genom att den inre delen av utskriften tränger igenom den yttre delen av utskriften. Detta uppstår när din yttre vägg är för tunn i förhållande till storleken på ditt munstycke. Öka yttre parameter Effekten av ”ghosting” uppstår när dina väggar är för tunna och den inre delen av utskriften går igenom den yttre väggen. Lättaste sättet är att öka tjockleken på väggen. Tillbaka till toppen |
 13. Inkonsekvent extrudering 13. Inkonsekvent extrudering
Bra resultat på en 3D-skrivare hänger ihop med en jämn ström av filament som når munstycket. Det lättaste sättet att upptäcka dålig extrudering är att iaktta utskriften och titta efter om du ser att det vid något tillfälle inte kommer ut rätt mängd filament. Orsaken till dålig extrudering kan vara många och inkluderar bland annat:
Igensatt munstycke, väldigt låg lagerhöjd, dåligt inställd extruderingsbredd, dålig filamentkvalitet, eller att filamentet fastnar längre upp i extruderingsprocessen. Justera lagerhöjden Om din skrivare inte riktigt klarar av att skriva väldigt låg lagerhöjd kan detta mycket väl vara en orsak till problemet. Som en tumregel kan man tänka sig att lagerhöjden skall vara cirka 75% av diameter på det munstycke du använder. Justera extruderingsbredd En av orsakerna till inkonsekvent extrudering kan vara extruderingsbredden. Du kan prova att justera denna inställning. Tumregel är att extruderingsbredden bör vara 100% till 150% av diametern på ditt munstycke. ”Cold pull” Detta trick fungerar bäst med hala och lite mjukare material, som till exempel Nylon. Värm upp din skrivare till utskriftstemperatur. Ta en bit nylon och pressa ner genom extruder/munstycke. Går det enkelt kommer du kunna putta igenom hela vägen tills det som blockerade kommer ner genom munstycket. Skulle inte detta fungera så kan du putta ner tråden och sen låta skrivaren svalna till 110°C eller 120°C. Tag sedan tag i nylontråden och med en rappt ”ryck” drar du ut tråden. Det som blockerade bör då följa med ut som en liten propp. Om det fortfarande är något som blockerar, värm upp munstycket igen och gör om samma procedur.
Det brukar dock räcka med 1 eller 2 gånger för att lösa problemet. Nålmetoden För denna metod behöver du en riktigt tunn nål, den måste passa i öppningen för munstycket. I vår shop kan du hitta rengörningskit som innehåller det du behöver.
Vi rekommenderar inte att du använder ett borr, då dessa bryts betydligt enklare än en nål och kan förvärra situationen ännu mer.
Värm upp ditt munstycke till ordinarie temperatur (för det filament som sitter i) och börja sticka med nålen underifrån. Akta så du inte bränner dig. Syftet är att försöka pilla hål på det filament som ligger och blockerar. Har man tur så släpper proppen helt plötsligt och filamentet börjar flöda igen. Det är möjligt att du får göra detta ett par gånger innan det släpper. Du kan ta en bit filament och pressa på med ovanifrån samtidigt som du lirkar med nålen.
Rent generellt så brukar vi tipsa om att alltid ha en reservuppsättning med munstycken hemma så du snabbt kan byta, istället för att lägga ner för mycket tid på att rengöra. Frammatning som hackar Alla FDM skrivare använder ett framdrivningshjul för att mata fram filament. Detta hjul har små tänder som griper tag i filamentet från en sida (i vissa fall båda). Om inte filamentet drivs framåt så gnager dessa tänder sakta men säkert en grop i filamentet och till slut finns det inte mer filament att ta av.
Man brukar se detta väldigt tydligt då det ofta ligger damm eller små flisor av filament vid hjulet. Du ser det också genom att hjulet och motorn arbetar men det kommer inget filament från munstycket. Justera utskriftstemperatur Om du upplever att det inte kommer ut tillräckligt med filament, eller kanske inget alls kan du prova att höja temperaturen. Höj 5–10°C och se om det hjälper. Justera utskriftshastighet Om du skriver ut i för höga hastigheter kan filamentet börja att hacka. Om du sänker hastigheten behöver inte motorn arbeta lika snabbt för att driva fram filamentet eftersom materialet har längre tid på sig att värmas upp.
Om du skriver i 3600 mm/min eller 60 mm/sekund så testa att halvera detta till 1800 mm/minut eller 30 mm/sekund. Tillbaka till toppen |
 14. Lager som delar på sig eller inte lägg ut jämt 14. Lager som delar på sig eller inte lägg ut jämt
Om din utskrift har lager som delar på sig eller spricker kallas detta för lagerseparation. Justera utskriftstemperatur Om dina lager spricker kan det tyda på att du använder för låg temperatur. Höj 5–10°C och se om det hjälper. Justera lagerhöjden Om du upplever att lager delar på sig, är lagerhöjden en av inställningarna du måste kolla. Lagerhöjden beror på vilken storlek du använder på ditt munstycke. De flesta skrivare använder munstycken på mellan 0,3 – 0,5 mm. Som en generell formula för vilken lagerhöjd man ska använda räknar man med 75% av munstyckets diameter. Till exempel, om du använder en 0,4 mm munstycke bör du ha en lagerhöjd som ligger runt 0,25 – 0,3 mm. Detta beror givetvis på vilket filament du använder så lite experimenterande är på sin plats. Kylfläkten Om lager på din utskrift separerar kan det vara en god idé att prova att stänga av, eller reducera kylfläktens hastighet (som är riktad mot utskriften). Att stänga av kylfläkten ger ofta bäst resultat på material som PC, ABS, ASA eller semiflexibla filament. För standardfilament som PLA, PET-G, Trä och liknande ska du ha fläkten på och bör därför prova andra alternativ. Torka ditt filament PA12/6/9 (Nylon) är ett hygroskopiskt material. Det betyder att det mycket lätt absorberar fukt från sin omgivning och måste därför torkas innan användning. En tumregel är att 100 gram nylon bör torkas i ugn under 3 – 4 timmar i en temperatur på 70 – 90°C.
ABS och PLA är inte lika hygroskopiskt som nylon och det bör därför räcka med att du förvarar det i en lufttät behållare efter du har brutit förpackningen. Modifierat filament som till exempel Prima SELECT PLA har en tillsats i sig och dessa material behöver inte torkas. Tillbaka till toppen |
 15. Lagerskiftningar eller lager som hamnar fel 15. Lagerskiftningar eller lager som hamnar fel
Om du upptäcker att dina lager hamnar ”snett” eller hamnar i en trappa så är det en lagerskriftning. Den stora majoriteten av skrivare har inget feedbacksystem som känner av när inte huvudet befinner sig på rätt plats. Om något skulle störa utskriften, till exempel en strömrusning eller vibrationer så kan inte skrivaren känna av att skrivarhuvudet kanske har hamnat lite fel. Skrivaren fortsätter således att skriva ut från ”fel” position. Nedan följer några saker du bör kolla. Justera hastigheten Om du skriver ut i för höga hastigheter kan du få lagerskiftningar eller dålig utskriftskvalitet. Om du sänker hastigheten behöver inte motorn arbeta lika snabbt för att driva fram filamentet eftersom materialet har längre tid på sig att värmas upp. Höga hastigheter kan också få bälten och drivhjul att hamna lite ur led. Skrivarhuvudet tappar då sin position.
Om du skriver i 3600 mm/min eller 60 mm/sekund så testa att halvera detta till 1800 mm/minut eller 30 mm/sekund. Justera drivremmen Många, om inte de flesta, skrivare använder drivbälten/remmar i gummi för att överföra drivmotorns kraft.
Dessa drivremmar tappar sin kraft över tid. Om spänningen i remmen är för låg så kan dom ibland hoppa över steg med resultatet att skrivaren tappar sin exakta position med lagerskiftning som följd. - Kontrollera att alla remmar har samma spänning i sig genom att känna på dom med fingret.
- Justera styrkan på remmarna. Hur man justerar remmarna står i skrivarens bruksanvisning. Om du inte är säker på hur spända remmarna skall vara, kolla i bruksanvisningen eller kontakta tillverkaren av skrivaren.
- Om remmarna på din skrivare är väldigt lösa och gamla kan det vara väl värt jobbet och pengarna att byta ut dom till nya. Om du ska byta, tänk då på att byta alla samtidigt så dom inte slits ojämnt.
Kontrollera dina ledprofiler Stäng av din skrivare och försök flytta hela skrivarhuvudet över hela X och Y axeln. Skulle det på något ställe ta emot eller kännas trögt så bör du rengöra och smörja. Kontrollera bruksanvisningen om det finns särskilda instruktioner.
Var noga med att använda rätt smörjmedel för rätt delar. Titta gärna på vår hemsida där vi har produkter som är avsedda för detta ändamål.
Om du smörjer dina profiler och ändå märker att det finns ett motstånd kan det vara så att profilerna är en aning skeva. Det kan vara svårt att se detta med blotta ögat, men misstänker du att dom är skeva så är det bäst att montera av dem, lägga dem på en flat yta och se om där finns något glapp. Kontrollera din byggplatta Det finns många typer av byggplattor och många olika sätt att fästa dem på. Vi kan inte gå igenom alla olika typer men rent generellt kan det vara en god idé att kolla så att byggplattan verkligen sitter fast ordentligt och inte rör sig under utskrift. Stabilisera din 3d-skrivare Se till att din skrivare står på ett plant och stabilt underlag och kontrollera så det inte finns källor till vibrationer eller stötar i närheten.
Även små stötar kan påverka utskriften. Om du har flera skrivare så försök gärna ha dem på olika bord, annars kan dom påverka varandra. Tillbaka till toppen |
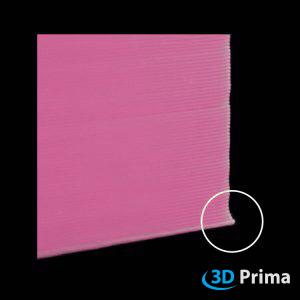
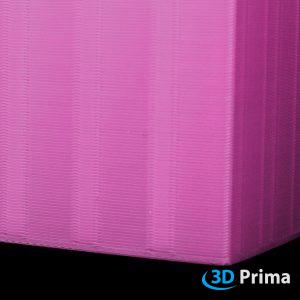
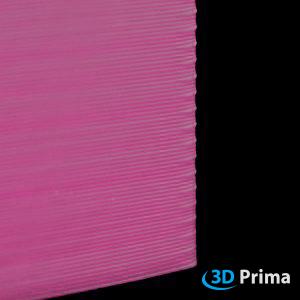
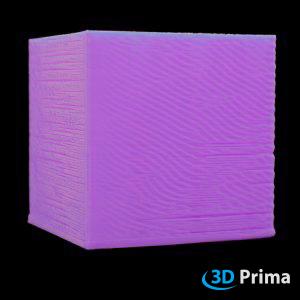
 16. Synliga linjer på sidan av utsktiften 16. Synliga linjer på sidan av utsktiften
Målet för varje 3D-printat objekt är att få en ren och slät utskrift. Om ett eller flera lager går fel så är det väldigt synligt, då man klart och tydligt ser att ett lager ligger fel. Ett vanligt fel, speciellt bland billigare märken är att diameter på filamentet skiljer under utskriftens gång. Justera drivremmen Många, om inte de flesta, skrivare använder drivbälten/remmar i gummi för att överföra drivmotorns kraft.
Dessa drivremmar tappar sin kraft över tid. Om spänningen i remmen är för låg så kan de ibland hoppa över steg med resultatet att skrivaren tappar sin exakta position med lagerskiftning som följd. - Kontrollera att alla remmar har samma spänning i sig genom att känna på dem med fingret.
- Justera styrkan på remmarna. Hur man justerar remmarna står i skrivarens bruksanvisning. Om du inte är säker på hur spända remmarna skall vara, kolla i bruksanvisningen eller kontakta tillverkaren av skrivaren.
- Om remmarna på din skrivare är väldigt lösa och gamla kan det vara väl värt jobbet och pengarna att byta ut dem till nya. Om du ska byta, tänk då på att byta alla samtidigt så de inte slits ojämnt.
Kontrollera dina ledprofiler Stäng av din skrivare och försök flytta hela skrivarhuvudet över hela X och Y axeln. Skulle det på något ställe ta emot eller kännas trögt så bör du rengöra och smörja. Kontrollera bruksanvisningen om det finns särskilda instruktioner.
Var noga med att använda rätt smörjmedel för rätt delar. Titta gärna på vår hemsida där vi har produkter som är avsedda för detta ändamål.
Om du smörjer dina profiler och ändå märker att det finns ett motstånd kan det vara så att profilerna är en aning skeva. Det kan vara svårt att se detta med blotta ögat, men misstänker du att de är skeva så är det bäst att montera av dem, lägga dem på en flat yta och se om där finns något glapp. Tillbaka till toppen |
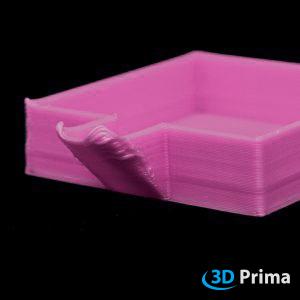
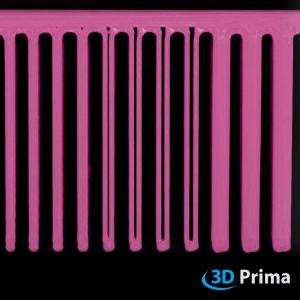
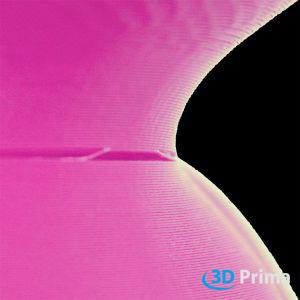
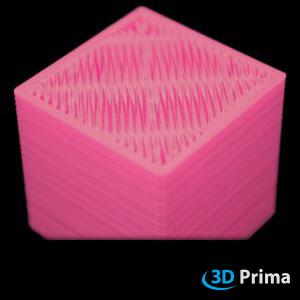
 17. Dåliga broar 17. Dåliga broar
Broar (bridge) är när filamentet skrivs mellan en punkt till en annan och där det inte finns något stöd. Skrivaren skriver alltså i tomma luften. Har man inte alla inställningar perfekt gjorda så kommer broarna bli väldigt hängiga och dåliga. Justera ”bridge” inställningar Broar kan vara väldigt svårt för en 3D-skrivare att hantera. I de flesta mjukvaror för skrivare finns inställningar som ska förenkla det.
All plast krymper när den kyls ned och detta skulle i vissa fall kunna vara en fördel vid bridging. När plasten stelnar och krymper kommer även det som hängde resa sig. Lägg till stödmaterial Den absolut lättaste lösningen är att lägga till stödmaterial. Det är svårt att ge några riktigt bra rekommendationer eftersom dessa ser helt annorlunda ut beroende på vilken lagerhöjd och material du använder. Vi rekommenderar dig i första hand att prova med grundinställningarna för support i din mjukvara. Blir det inte bra för man börja experimentera. Ställ in kylfläkten För snabbast möjliga kyleffekt ska du ställa din fläkt till max, så att plasten svalnar så fort den kommer ut. Har du en boost eller turbofunktion på fläkten använd gärna den också. Tillbaka till toppen |
 18. Saknade lager 18. Saknade lager
En typisk indikation på detta är att man kan se glapp mellan olika lager. Detta kan bero på underextrudering eller missade lager. Frammatning som hackar Alla FDM-skrivare använder ett framdrivningshjul för att mata fram filament. Detta hjul har små tänder som griper tag i filamentet från en sida (i vissa fall båda). Om inte filamentet drivs framåt så gnager dessa tänder sakta men säkert en grop i filamentet och till slut finns det inte mer filament att ta av.
Man brukar se detta väldigt tydligt då det ofta ligger damm eller små flisor av filament vid hjulet. Du ser det också genom att hjulet och motorn arbetar men det kommer inget filament från munstycket. Justera utskriftstemperatur Om du upplever att det inte kommer ut tillräckligt med filament, eller kanske inget alls kan du prova att höja temperaturen. Höj 5–10°C och se om det hjälper. Diameter på ditt filament Den absolut vanligaste diametern på filament är 1,75 mm och 2,85 mm (kallas ofta för 3 mm när det är från Kina). Dessa olika storlekar på filament har olika toleranser för diameter som kan variera mellan 0,01 mm till 1,0 mm.
När du får hem en ny rulle filament föreslår vi att du mäter det med ett skjutmått på 5–6 olika ställen. Du räknar sedan ut en snittdiameter: Summan av mätpunkterna delat med antal mätpunkter. Du kan då få fram ett värde som säger till exempel 1,77 mm. Detta är ingen fara, men om du kör med maskinens grundinställning, som oftast är 1,75/2,85 mm) kan det bli fel på utskriften.
Ändra därför filamentstorlek eller extrusion multiplier i din mjukvara. Reparera filen Det kan också vara så att mjukvaran har gjort fel i beräkningarna eller att modellen är felaktig. Kontrollera din mjukvara och sök efter ”repair file” eller ”check file”. Tillbaka till toppen |
 19. Inget filament kommer ut i början av utskriften 19. Inget filament kommer ut i början av utskriften
Detta problem är förmodligen det absolut vanligaste när det kommer till 3D-utskrifter, men är oftast väldigt enkelt att fixa även om du är en nybörjare. Justera utskriftstemperatur Om du upplever att det inte kommer ut tillräckligt med filament, eller kanske inget alls kan du prova att höja temperaturen. Höj 5–10°C och se om det hjälper. ”Cold pull” Detta trick fungerar bäst med hala och lite mjukare material, som till exempel Nylon. Värm upp din skrivare till utskriftstemperatur. Ta en bit nylon och pressa ner genom extruder/munstycke. Går det enkelt kommer du kunna putta igenom det hela vägen tills det som blockerade kommer ut genom munstycket. Skulle inte detta fungera så kan du putta ner tråden och sen låta skrivaren svalna till 110°C eller 120°C. Tag sedan tag i nylontråden och med en rappt ”ryck” drar du ut tråden. Det som blockerade bör då följa med ut som en liten propp. Om det fortfarande är något som blockerar, värm upp munstycket igen och gör om samma procedur.
Det brukar dock räcka med 1 eller 2 gånger för att lösa problemet. Förbered extrudern Många hot-ends har problem med läckande plast när dom står overksamma under höga temperaturer. Efterhand som filamentet rinner ur munstycket skapas det ett tomt utrymme inne i munstycket eftersom det inte drivs fram något nytt filament. Detta fenomen sker oftast i början av en utskrift när skrivaren förbereder hot-end och munstycke för utskrift, eller att den står och väntar på att värmeplattan skall värmas upp.
När du sen ska börja skriva kan du uppleva att skrivaren bara skriver i tomma luften ett tag, sen börjar filamentet komma.
Det vanligaste sättet att undvika detta fenomen är att använda en ”skirt”. Det innebär att skrivaren lägger ut en sträng med filament en bit från objektet och kan därmed bygga upp trycket i munstycket igen. Nålmetoden För denna metod behöver du en riktigt tunn nål, den måste passa i öppningen för munstycket. I vår shop kan du hitta rengörningskit som innehåller det du behöver.
Vi rekommenderar inte att du använder ett borr, då dessa bryts betydligt enklare än en nål och kan förvärra situationen ännu mer.
Värm upp ditt munstycke till ordinarie temperatur (för det filament som sitter i) och börja sticka med nålen underifrån. Akta så du inte bränner dig. Syftet är att försöka pilla hål på det filament som ligger och blockerar. Har man tur så släpper proppen helt plötsligt och filamentet börjar flöda igen. Det är möjligt att du får göra detta ett par gånger innan det släpper. Du kan ta en bit filament och pressa på med ovanifrån samtidigt som du lirkar med nålen.
Rent generellt så brukar vi tipsa om att alltid ha en reservuppsättning med munstycken hemma så du snabbt kan byta, istället för att lägga ner för mycket tid på att rengöra. Justera byggplattan För att justera din byggplatta så den blir perfekt ska du först följa tillverkarens instruktioner.
Vissa skrivare är utrustade med automatisk inställning av byggplattan, vilket givetvis gör saker betydligt enklare.
På skrivare som inte är utrustad med denna funktion får man göra det manuellt.
Om du har en styv byggplatta kan du använda ett vanligt papper. Papper med vikten 90 gram eller tjocklek på 0,1 mm brukar passa bäst.
Har du en mer fjädrande byggplatta kan du istället använda ett tjockare papper, runt 300 gram, eller ett visitkort.
När plattan är rätt inställd ska man kunna föra en bit papper mellan platta och munstycke och känna ett visst motstånd. Tillbaka till toppen |
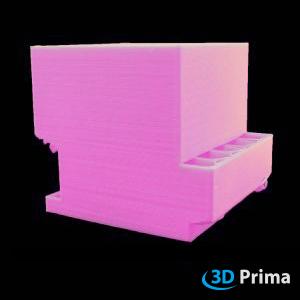
 20. Överextrudering 20. Överextrudering
Extruderar din skrivare mer filament än vad den behöver? Du märker detta genom att du ser små extra ”lutande” lager på din utskrift. Detta händer när din skrivare och din mjukvara inte är rätt konfigurerade. Mjukvaran ger helt enkelt inte rätt instruktioner till skrivaren. Filamentdiameter/Extrusion multiplier Om du upptäcker överextrudering kan du hantera detta genom att justera extrusion multiplier (kallas ibland också för flow rate).
Testa med att minska i steg om 5%. Är den inställd på 1, prova 0,95, sen 0,90 och så vidare. Tillbaka till toppen |
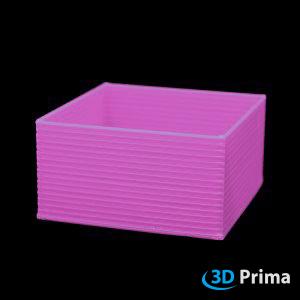
 21. Pillowing / ej färdigt topplager 21. Pillowing / ej färdigt topplager
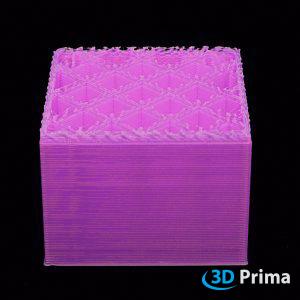
Om du upptäcker att topplagret har små hål eller är ”buckligt” så kallas detta ”pillowing”. Problemet är att det översta lagret inte överlappar med de yttre lagren eller att det är för lite infill. I nästan alla fall beror det på att man har använt för lite infill, för hög hastighet eller har dålig kylning. Infill/outline overlap De vanligaste mjukvarorna till skrivare tillåter att man justerar överlappningen mellan inre och yttre parametrar. Överlappningen mäts oftast i procent och den vanligaste inställningen är 15%. Ökar du upp detta till 20 eller 30 % bör du upptäcka en markant skillnad. Kylfläkten Vissa material är väldigt lättflytande när dom kommer ut från munstycket och kräver därför snabb nedkylning annars kan det börja smälta nedåt. Ett sätt är att höja kylfläkten till max och samtidigt säkerhetsställa att fläkten verkligen är riktad mot det utskrivna filamentet och att inte en massa luft försvinner åt sidorna. Öka infill/ifyllnad I nästan alla fall där man får fula topplager beror det på att man har haft en infill på 10–25/ (som är typiska standardvärden). Som alltid beror det på vilket material du jobbar med, men att öka infill brukar lösa problemet. Prova först genom att skriva ut något litet, som en kub till exempel. Öka antalet topplager Det typiska antalet topplager brukar vara 3 – 6. Om du upplever problem kan du öka dessa så mycket som du anser behövs för att bli av med problemet. Tillbaka till toppen |
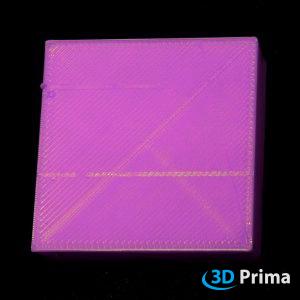 22. "Ärr" på toppen av utskriften 22. "Ärr" på toppen av utskriften
Medan ett objekt skrivs ut sker detta lager för lager. För att påbörja ett nytt lager måste munstycket flyttas till en ny punkt och passerar då redan utskrivet lager. Detta kan lämna synliga spår på din färdiga utskrift. Extrusion Multiplier Om för mycket plast extruderas så blir varje lager lite tjockare än vad det egentligen skulle vara. När munstycket sen ändrar färdväg så skapas dessa ”ärr” på varje nytt lager. Detta blir då som mest framträdande på det sista lagret.
Om du upptäcker överextrudering kan du hantera detta genom att justera extrusion multiplier (kallas ibland också för flow rate).
Testa med att minska i steg om 5%. Är den inställd på 1, prova 0,95, sen 0,90 och så vidare. Vertikal lyft (Z-HOP) Ett sätt att undvika repor på ditt översta lager är att aktivera Z-HOP. Denna funktion finns i de flesta mjukvaror, men kan dessvärre ligga på lite olika ställen beroende på vilken mjukvara du använder. Tillbaka till toppen |
 23. Små detaljer skrivs inte ut 23. Små detaljer skrivs inte ut
När du skriver ut väldigt små detaljer så hjälper det att använda ett mindre munstycke än vad du vanligtvis använder.
Om en detalj är mindre än vad diametern på munstycket är kan det vara så att den inte ens visas i mjukvaran och således blir den heller inte utskriven. Tillåt att skriva ut en vägg tunt Detta val är för väldigt tunna detaljer som är mindre än vad munstyckets diameter är.
För att undvika att den lilla delen inte ens syns i mjukvaran så kan man använda SimpliFy3D, som i skrivandets stund är den enda mjukvara som stöder detta. Du hittar funktionen under ”Edit process settings”. Om du ändrar ”External thin wall type” kommer du inte få en mer detaljerad utskrift, men du kan i alla fall försäkra dig om att det du ser i mjukvaran kommer skrivas ut. Installera ett mindre munstycke Om en del du försöker skriva ut är smalare/tunnare än munstyckets diameter kommer dimensionerna inte bli bra eller speciellt detaljerade. Byt gärna till ett mindre munstycke. 0,2 mm brukar klara av de flesta smådetaljer. Tillbaka till toppen |
 24. Slutar att extrudera mitt i en utskrift 24. Slutar att extrudera mitt i en utskrift
Slutar din skrivare extrudera plast mitt i en utskrift? Det kan finnas många anledningar till detta. Kontrollera att ditt munstycke inte är igensatt Det finns två vanliga lösningar för detta problem Nålmetoden För denna metod behöver du en riktigt tunn nål, den måste passa i öppningen för munstycket. I vår shop kan du hitta rengörningskit som innehåller det du behöver.
Vi rekommenderar inte att du använder ett borr, då dessa bryts betydligt enklare än en nål och kan förvärra situationen ännu mer.
Värm upp ditt munstycke till ordinarie temperatur (för det filament som sitter i) och börja sticka med nålen underifrån. Akta så du inte bränner dig. Syftet är att försöka pilla hål på det filament som ligger och blockerar. Har man tur så släpper proppen helt plötsligt och filamentet börjar flöda igen. Det är möjligt att du får göra detta ett par gånger innan det släpper. Du kan ta en bit filament och pressa på med ovanifrån samtidigt som du lirkar med nålen.
Rent generellt så brukar vi tipsa om att alltid ha en reservuppsättning med munstycken hemma så du snabbt kan byta, istället för att lägga ner för mycket tid på att rengöra. ”Cold pull” Detta trick fungerar bäst med hala och lite mjukare material, som till exempel Nylon. Värm upp din skrivare till utskriftstemperatur. Ta en bit nylon och pressa ner genom extruder/munstycke. Går det enkelt kommer du kunna putta igenom hela vägen tills det som blockerade kommer ut genom munstycket. Skulle inte detta fungera så kan du putta ner tråden och sen låta skrivaren svalna till 110°C eller 120°C. Tag sedan tag i nylontråden och med en rappt ”ryck” drar du ut tråden. Det som blockerade bör då följa med ut som en liten propp. Om det fortfarande är något som blockerar, värm upp munstycket igen och gör om samma procedur.
Det brukar dock räcka med 1 eller 2 gånger för att lösa problemet. Kontrollera ditt filament Innan du börjar en utskrift, kolla så att du har tillräckligt med filament på rullen och att där inte är något synligt trassel. Frammatning som hackar Alla FDM-skrivare använder ett framdrivningshjul för att mata fram filament. Detta hjul har små tänder som griper tag i filamentet från en sida (i vissa fall båda). Om inte filamentet drivs framåt så gnager dessa tänder sakta men säkert en grop i filamentet och till slut finns det inte mer filament att ta av.
Man brukar se detta väldigt tydligt då det ofta ligger damm eller små flisor av filament vid hjulet. Du ser det också genom att hjulet och motorn arbetar men det kommer inget filament från munstycket. Tillbaka till toppen |
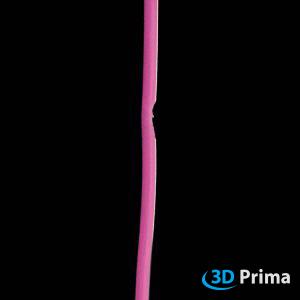
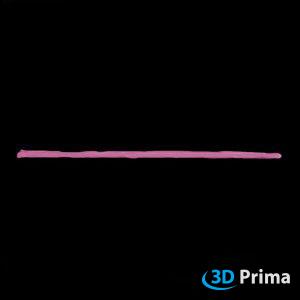
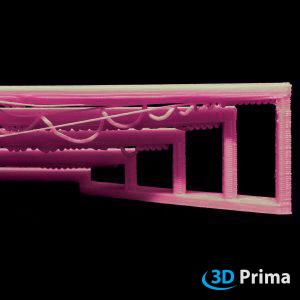
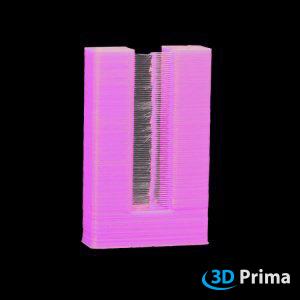 25. Filament som trådar sig och läcker från munstycket 25. Filament som trådar sig och läcker från munstycket
Blir dina utskrifter ”fyllda av spindelnät”? Detta uppstår oftast mellan två delar och går under lite olika termer. Stringing, oozing, hairy prints eller whiskers. När munstycket rör sig mellan olika punkter så kan det hända att lite filament läcker från munstycket och bildar då en sträng som nästan ser ut som sockervadd eller spindelnät. Justera utskriftstemperatur Det är oftast en kombination av munstyckets temperatur och retraction som ger bästa resultatet när det gäller stringing. Om temperaturen är för hög, blir filamentet så lättflytande att det kommer läcka ur munstycket. Om temperaturen är för låg får du å andra sidan problem med frammatningen istället. Försök därför alltid att hitta rätt inställning för just det filament du använder. Det kan skilja ganska mycket mellan olika tillverkare och även mellan olika färger.
Märker du att du har problem med stringing, prova att sänka temperaturen 5–10°C och se om det hjälper. Justera retraction Retraction är när skrivaren drar tillbaka en bit filament under utskriften.
När ditt skrivarhuvud rör sig till ett nytt ställe utan att samtidigt extrudera plast så kan den uppstå att det ”läcker” filament från munstycket om inte inställningarna för retraction är korrekta.
Steg 1 – se till att retraction är aktiverat i din mjukvara.
Steg 2 – optimera inställningarna för avstånd och hastighet. Retraction - avstånd Avståndet definierar hur mycket filament som skall ”dras tillbaka” från munstycket. Det beror helt på din skrivare vilket avstånd som är bäst. Prova att samtidigt skriva ut två små kuber med cirka 40 mm mellanrum på byggytan. Du kan sen se hur mycket filament som ”läcker” när skrivaren skiftar från kub till kub. Öka avståndet (retraction) i mjukvaran med 0,5 mm åt gången och se hur det påverkar. För de flesta skrivare så brukar ett avstånd på 1 mm till 5 mm fungera bra. Retraction – hastighet Den hastighet du ställer in för retraction är också väldigt viktig, eftersom hastigheten kan påverka din utskrift väldigt mycket. Om hastigheten är för hög, dras filamentet tillbaka för snabbt och kan lossna från den utskriva delen. Å andra sidan, om det går för långsamt kan munstycket börja läcka plast innan skrivarhuvudet har hunnit fram till den plats där det skall skriva ut.
För de flesta skrivare ska hastigheten ligga på 20–100 mm/sekund eller 1200–6000 mm/minut (olika mjukvaror visar olika värden.
Back to top |
 26. Underextrudering 26. Underextrudering
Underextrudering kan ha olika orsaker, men vanligast är ett igensatt munstycke, ett hackande framdrivningshjul, felaktig filamentdiameter. Nålmetoden För denna metod behöver du en riktigt tunn nål, den måste passa i öppningen för munstycket. I vår shop kan du hitta rengörningskit som innehåller det du behöver.
Vi rekommenderar inte att du använder ett borr, då dessa bryts betydligt enklare än en nål och kan förvärra situationen ännu mer.
Värm upp ditt munstycke till ordinarie temperatur (för det filament som sitter i) och börja sticka med nålen underifrån. Akta så du inte bränner dig. Syftet är att försöka pilla hål på det filament som ligger och blockerar. Har man tur så släpper proppen helt plötsligt och filamentet börjar flöda igen. Det är möjligt att du får göra detta ett par gånger innan det släpper. Du kan ta en bit filament och pressa på med ovanifrån samtidigt som du lirkar med nålen.
Rent generellt så brukar vi tipsa om att alltid ha en reservuppsättning med munstycken hemma så du snabbt kan byta, istället för att lägga ner för mycket tid på att rengöra. ”Cold pull” Detta trick fungerar bäst med hala och lite mjukare material, som till exempel Nylon. Värm upp din skrivare till utskriftstemperatur. Ta en bit nylon och pressa ner genom extruder/munstycke. Går det enkelt kommer du kunna putta igenom hela vägen tills det som blockerade kommer ut genom munstycket. Skulle inte detta fungera så kan du putta ner tråden och sen låta skrivaren svalna till 110°C eller 120°C. Tag sedan tag i nylontråden och med en rappt ”ryck” drar du ut tråden. Det som blockerade bör då följa med ut som en liten propp. Om det fortfarande är något som blockerar, värm upp munstycket igen och gör om samma procedur.
Det brukar dock räcka med 1 eller 2 gånger för att lösa problemet. Diameter på ditt filament Den absolut vanligaste diametern på filament är 1,75 mm och 2,85 mm (kallas ofta för 3 mm när det är från Kina). Dessa olika diametrar på filament har olika toleranser för diameter som kan variera mellan 0,01 mm till 1,0 mm.
När du får hem en ny rulle filament föreslår vi att du mäter det med ett skjutmått på 5–6 olika ställen. Du räknar sedan ut en snittdiameter: Summan av mätpunkterna delat med antal mätpunkter. Du kan då få fram ett värde som säger till exempel 1,77 mm. Detta är ingen fara, men om du kör med maskinens grundinställning, som oftast är 1,75/2,85 mm) så kan det bli fel på utskriften.
Ändra därför filamentstorlek eller extrusion multiplier i din mjukvara. Frammatning som hackar Alla FDM-skrivare använder ett framdrivningshjul för att mata fram filament. Detta hjul har små tänder som griper tag i filamentet från en sida (i vissa fall båda). Om inte filamentet drivs framåt gnager dessa tänder sakta men säkert en grop i filamentet och till slut finns det inte mer filament att ta av.
Man brukar se detta väldigt tydligt då den ofta ligger damm eller små flisor av filament vid hjulet. Du ser det också genom att hjulet och motorn arbetar men det kommer inget filament från munstycket. Tillbaka till toppen |
 27. Filament slår sig och lossnar (Warping) 27. Filament slår sig och lossnar (Warping)
All plast krymper i mer eller mindre utsträckning. Vanligt standard PLA hör till det som krymper minst, medan till exempel ABS och liknande material krymper väldigt mycket.
Denna krympning, eller warping som det oftast kallas, kan ställa till det ordentligt. Utskriften kan lossna från byggplattan, helt eller delvis, eller spricka. Använd ett fästmaterial eller uppvärmd byggplatta. Det finns många olika typer av häftmaterial på marknaden, PrimaFIX, Magigoo, limstift, hårspray. Dessa är produkter som du stryker på din byggplatta. Det finns också typer av material som du fäster på din byggplatta, som PEI, Black Sheet, BuildTak och vissa använder till och med vanlig blå tejp. Det är viktigt att du kollar upp vilken temperatur som passar bäst just till den produkt som du använder. När det gäller häftpennor, till exempel PrimaFix, fungerar det bäst med uppvärmd byggplatta då det aktiveras vi cirka 40°C, håller fast modellen för att sedan lossna när plattan svalnar igen. För PrimaFIX brukar följande inställningar fungera bäst (dessa värden är en vägledning och kan variera beroende på fabrikat på filament): - PLA: första lagret 210°C med byggplattan värmd till 60°C.
- ABS: första lagret 235–245°C med 5 mm brim och plattan uppvärmd till 100–105°C.
- PET-G: första lagret 225°C och 70–80°C på värmebädden.
Justera första lagret Du kan använda din mjukvara för att justera höjd och mängd på filamentet på det första lagret. Öka eller minska i 5%-steg. Var dock lite uppmärksam eftersom denna inställning också kan påverka hur bra materialet fäster på byggplattan.
Om lagerhöjden är för låg pressar man filamentet mot plattan och vilket leder till en ”elefantfot”. Justera byggplattan För att justera din byggplatta så den blir perfekt ska du först följa tillverkarens instruktioner.
Vissa skrivare är utrustade med automatisk inställning av byggplattan, vilket givetvis gör saker betydligt enklare.
På skrivare som inte är utrustade med denna funktion får man göra det manuellt.
Om du har en styv byggplatta kan du använda ett vanligt papper. Papper med vikten 90 gram eller tjocklek på 0,1 mm brukar passa bäst.
Har du en mer fjädrande byggplatta kan du istället använda ett tjockare papper, runt 300 gram, eller ett visitkort.
När plattan är rätt inställd ska man kunna föra en bit papper mellan platta och munstycke och känna ett visst motstånd. Använd ”brim” En ”brim” är en stöd/hjälpstruktur som sitter fast i din utskrift och ökar ytstorleken i syfte att stabilisera utskriften eller hjälpa till genom att det är en större kontaktyta mot byggplatta. Detta kan göra så att utskriften sitter bättre fast. En ”brim” har vanligtvis 10–15 linjers bredd runt utskriften och är oftast inte mer än 1 eller 2 lager högt. Använd inkapsling Medan din uppvärmda byggplatta värmer botten på din utskrift, kan det vara svårt att hålla temperaturen på de övre lagren. Märker du att du ofta har problem med att utskriften lossnar från byggplattan eller spricker mellan lager så kan det vara all anledning att titta på möjligheten att kapsla in skrivaren. Till många av premiumskrivarna finns det speciella huvar med fläkt och filter som är anpassade för detta.
Till de billigare varianterna får man använda sin fantasi och bygga något eget. I många forum och Facebook-grupper finns det massor av inspiration att hämta. Målet är att få upp värmen i hela byggutrymmet så inte plasten svalnar så snabbt. Tillbaka till toppen |
 28. Dålig ifyllnad 28. Dålig ifyllnad
Problemet uppstår när ifyllningen (infill) är för svag. Den kan då inte stödja de yttre väggarna, vilket leder till att hela din utskrift blir väldigt svag. Ett annat ifyllnadsmönster och/eller en lägre hastighet för ifyllnad kan hjälpa. Ett igensatt munstycke kan också vara problemet. Sänk hastigheten för ifyllnad (infill). Försök att sänka utskriftshastigheten så att din ifyllnad blir tillräckligt stark för att kunna hålla upp de yttre väggarna. Justera din extrusion width Om ifyllnaden på din utskrivna del är svag, så blir också hela utskriften svag. Du kan öka bredden (extrusion width) direkt på de flesta skrivare, detta kan göras i realtid medan utskriften pågår så du ser resultatet direkt. Alternativt ifyllnadsmönster I alla mjukvaror finns alternativ för olika ifyllnadsmönster. Det kan vara klokt att prova olika typer för att se vilket mönster som passar bäst till just det objekt du jobbar med. Nålmetoden För denna metod behöver du en riktigt tunn nål, den måste passa i öppningen för munstycket. I vår shop kan du hitta rengörningskit som innehåller det du behöver.
Vi rekommenderar inte att du använder ett borr, då dessa bryts betydligt enklare än en nål och kan förvärra situationen ännu mer.
Värm upp ditt munstycke till ordinarie temperatur (för det filament som sitter i) och börja sticka med nålen underifrån. Akta så du inte bränner dig. Syftet är att försöka pilla hål på det filament som ligger och blockerar. Har man tur så släpper proppen helt plötsligt och filamentet börjar flöda igen. Det är möjligt att du får göra detta ett par gånger innan det släpper. Du kan ta en bit filament och pressa på med ovanifrån samtidigt som du lirkar med nålen.
Rent generellt så brukar vi tipsa om att alltid ha en reservuppsättning med munstycken hemma så du snabbt kan byta, istället för att lägga ner för mycket tid på att rengöra. ”Cold pull” Detta trick fungerar bäst med hala och lite mjukare material, som till exempel Nylon. Värm upp din skrivare till utskriftstemperatur. Ta en bit nylon och pressa ner genom extruder/munstycke. Går det enkelt kommer du kunna putta igenom hela vägen tills det som blockerade kommer ut genom munstycket. Skulle inte detta fungera så kan du putta ner tråden och sen låta skrivaren svalna till 110°C eller 120°C. Tag sedan tag i nylontråden och med en rappt ”ryck” drar du ut tråden. Det som blockerade bör då följa med ut som en liten propp. Om det fortfarande är något som blockerar, värm upp munstycket igen och gör om samma procedur.
Det brukar dock räcka med 1 eller 2 gånger för att lösa problemet. Tillbaka till toppen |